This is the sixth and final in the series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. To see Part One, an overview of the plan and pest identification, click here. For Part Two, on pest monitoring and record keeping, click here. For Part Three, on preventative measures, click here. For Part Four, control methods, click here. For Part Five, pest control action thresholds, click here.
This is Part 6: Emergency Response
When all prevention efforts have failed and your escalation procedures must be implemented, your emergency response document takes the stage.
Figure 1: We never want to see these at our door
It sounds obvious, but your emergency response document is your team’s guide to structure your response to an emergency. This begins with the simple definition of what is an emergency for your business. Emergencies can be to your personnel (personal injury) or your infrastructure (broken pipes/floods, power failure), and finally, a pest or pathogen outbreak that threatens the entire facility (insects/fungus, molds). Be sure to get the advice of your local service providers on the important things to put in to your response plan. This article is far from an exhaustive list, but it can get you started quickly with the basics for example purposes.
Personal Injury
Personal injuries are the events where you would call your local fire or police resources after stabilizing trauma events. Examples are chemical exposure, cuts, lacerations or broken bones from falls or crush events, burns, electric shock or earthquake or weather events. Injury response is to assess, call for medical assistance if appropriate, provide first aid and stabilize the injured, move to safety if possible, treat the injury and after the event is over and still fresh in everyone’s mind, consider what can be done to avoid the repeat of this or similar events in the future. Work those changes into your standard operating procedures.
Emergency Response to Facility Events
Figure 2: Cultivation IPM Prevention with Beneficial Insects
Whether the event is broken pipes or flooding, power failure or interruption, fire, HVAC failure or weather event, emergencies come in all sizes possible. It is likely that you built up a plan for emergency response as part of your city permitting process. Be sure to use those experts to refine your plan to include your operations.
Broken pipes start with the basics of turning off the source feeds and fixing the plumbing. If the water is actually rich fertilizer nutrients, cleaning and disinfectant is necessary as part of the drying and mop up process.
Environmental damage from fire, HVAC or weather event, lead to immediate treatment to try and save the current crops. This would include manual watering/misting, portable heater/cooler/CO2 burners. Verifying that backup power supplies turned on as planned. Are emergency fixes sufficient to power or run the systems necessary for plant life until power is returned?
Cultivation Events
Figure 3: Emergency Response Team Investigating Treatments
This entire paper has been about pest management, so emergency is expected to mean a pest or pathogen outbreak. We defined the escalated response actions up to the point of direct action and chemical interventions in chapters four and five. Your emergency response plan takes those actions to a site wide effort. Identify the pest and location/s that are causing the crisis, isolate the infested plants, remove the infected materials, clean, disinfect, and purify the contacted surfaces. Follow your plan and contact your emergency leaders.
Emergency Response Team
Your emergency response document identifies each of your team leaders and executives that are to be contacted in the event of an emergency. These leaders should be identified in the document with contact details and methods/on-call schedules for days and times of responsibility (after normal hours and holidays included). Someone is always on-call. The personal injury, facility and cultivation lead responsible should be identified and aware that they are the assigned resource and to treat emergencies as a priority.
Figure 4: IPM Preparation – Put It All Together for Success!
In Conclusion
We have covered an example integrated pest management philosophy from prevention through observation to limiting expansion to treatment and review. This continuous monitoring and learning process is a living document of standard operating procedures for any facility.
The attention of your team, their scouting observations, and attention to detail give you an opportunity to address and restrict any pest outbreak before it destroys your crop. Teach your operators well and reward them for their attention to your plan.
Clean and sterilize your facilities regularly. Preventing the emergence of pests will pay for the investment in a multitude of ways in both savings and profits. Plan your response thresholds and use traps to monitor your escalating protections. Target your treatments and remediations to match the threats to your harvests. As a last resort, apply approved chemical treatments judiciously to minimize the impact on non-target organisms.
Evaluate the effectiveness of your plan on an annual basis. Put your improvements to work for you to minimize your pest footprint and to increase your profits in every harvest.
Figure 1: Precision aeroponics at FarmaGrowers GMP Facility, South Africa
Every objective has to have a vision and a vector of where you want to go and what you want to achieve. “Winging it” is okay for an innovative artistic endeavor where creativity is spontaneous and one-of-a-kind art is produced. Unfortunately, that is not how one creates a top-quality cultivation operation.
Customers expect guarantees of consistency; quality assurance means a purchase is safe to consume. Medicinal products around the world require Good Manufacturing Practices (GMP) certification. These are really just SOPs that document repeatable procedures to guarantee that the most recent batch offers the same results as the first certified effort. This brief covers the importance of documented operating procedures for a successful grow business with high quality customer results.
Figure 2: The objective – trichome covered flowers, DanCann, Denmark
Almost nobody gets excited about discussing quality, but experienced manufacturers know that quality control reduces waste and improves operations. Everyone learns that they have to implement feedback, improvement and quality control procedures to guarantee profitability and longevity in any business.
So, what is an SOP? A standard operating procedure defines ‘a task’ to be performed ‘at a location by a person or a role on a specific schedule.’ These definitions will include role definition, responsibilities, personnel training, equipment & service procedures, material handling, quality assurance controls, record keeping, approved procedures & instructions, documentation, references and appendices, all of which define your business and how it is to operate.
Now, you might ask, we are just growing plants, is all this really necessary? The short answer is, it depends. If you expect to export globally, do business in Europe and other markets, get licensed by Health Canada or some day be approved to ship to other States, then yes. If you are a regional craft cannabis supplier, maybe not, but there are many tasks that are required to grow where a better documented process can benefit your operation and the quality of the product delivered to your consumers.
Figure 3: Flower maintenance, DanCann, Denmark
We provide a bulleted list of recommendations in the full white paper but to touch on a few highlights that every operator should keep in mind, SOPs define the following structures for your business.
Personnel training is done for ‘this task, in this way’ & ‘this role is responsible’
Job descriptions reduce misunderstandings and increase worker ownership in your facility. Documenting your activities minimizes task overlap and conflicts that can lead to no one executing on something that may be important but not urgent. You want to eliminate employees thinking “I didn’t know it was my responsibility.”
Consultants or visitors must be aware of and follow the same requirements as your employees if you are to maintain the quality of your grow. Specific training should be given to anyone that handles or works around toxic chemicals. Safety sheets are not just paper; They keep people alive.
Equipment & Service Procedures
Be direct and specific in your task definitions, i.e., “Use 5ml of soap, clean until no plant matter or debris remains.”
Figure 4: Full GMP certified facility, FarmaGrowers, South Africa
Ideally, grow facilities, equipment and access will be designed with cleaning in mind from the start. This is not always possible but it is the mark of successful manufacturing or production companies.
Cleaning, cleaning, cleaning: think sterile, food safety and consumer consumption protections. SOPs should define cleaning methods and materials. This cleaning is done on schedule and aligned to your preventative maintenance and calibration requirements. Precise results require precise structure for any long-term operation.
We recommend that you integrate pictures and videos in the instructions for your procedures and training so that nothing is left to chance or misinterpreted.
Material Handling, Containers, Labels, Quality Assurance
Personnel contamination/cross-contamination are the death of any grow operation. Do everything you can to limit stray or wandering plant material, dust or debris from migrating from one grow room or area to another. Isolation is a good way to limit outbreaks to a specific room to minimize losses.
Figure 5: Documented SOPs must be followed & reviewed regularly
If something nasty happens to one of your rooms. Good labeling enforced by your quality assurance team is a simple way to increase the likelihood that employees will do a task as intended. This adds to your repeatability as people change jobs or roles are redefined.
Approved Procedures & Instructions
Quality assurance is all about repeatability and intended outcomes. Documenting procedures and intended use enables every new employee to follow the experience of the masters and duplicate their success. Testing, sampling and logging your results along the way enables you to know that you are on schedule and on process, so you can predict your results every time.
Part of your continuous improvement approach will be to deal with exceptions that are not covered by your procedures. Learning about those exceptions and capturing your experience with an improved method will lead to better outcomes the next time around.
Documentation, References, Appendices
Figure 6: Flower sealed & ready for export, DanCann, Denmark
You’ve done all of this hard work to capture your operation, so you need a complete library of your reference work and approach that employees can access. It does your operation no good if you capture your methods and no one ever looks at them again. Training cycles and reviewing your defined procedures is key to a consistent high-quality result.
Hero Award
Standard Operating Procedures (SOPs), Good Manufacturing Procedures (GMP) and Good Agricultural & Collection Practices (GACP), are all terms that will become more familiar as cannabis production joins into one global market. Professional results will be required and national or international certifications will be the guarantees that any global customer can trust that a product meets the standards they expect.
We have many customers in North America and around the world. but DanCann Pharma is the most aggressive when it comes to meeting international standards and results. Producing flower that is so pure that no irradiation is required for export, the DanCann operation is fully certified for production throughout Europe and they are sold-out of capacity for the coming year. They are currently expanding their operations in Denmark and are a solid example to follow for a well-defined repeatable operation. FarmaGrowers in South Africa is a close second in this race with multiple export certifications of their own. The future looks bright for both of these global operations.
The cannabis industry is growing so quickly that even COVID-19 can’t slow it down. Before the pandemic, the industry amassed $13.6 billion in U.S. legal cannabis sales in 2019 – a figure that is expected to more than double to $30 billion in the next five years, according to New Frontier Data. In states where cannabis is legal for medical or recreational use, dispensaries have been deemed necessary, essential businesses – especially when it comes to calming stress and anxiety in our ever-changing times.
Cannabis legalization and newly budding dispensaries have expanded across the U.S., which may come with an unfortunate counterpart – a higher incidence of crime. Despite lower prices in states that have legalized cannabis, as compared to states where it is still illegal, theft has run rampant across grow operations, warehouses and, most often, dispensaries.
Heavy-duty security doors at the front of the dispensary block sight access and provide a visual deterrent.
Dispensaries can be targeted more frequently. Robbers may perceive them as an easy target, because they are businesses that have larger amounts of cash on hand. Many dispensaries only accept cash because payment processors and financial institutions aren’t willing to work with them. This is primarily because cannabis is still deemed an illegal substance under federal law, and the actions of financial institutions are governed by federal, not state, laws. Once the Secure And Fair Enforcement (SAFE) Banking Act is approved, cannabis businesses will be able to work more easily with banks, in turn reducing the amount of cash on site and erasing the dollar signs in opportunistic thieves’ eyes.
However, cash isn’t the only high thieves seek when they break into dispensaries. There’s also the product itself. Protecting it – and providing peace of mind to the facilities’ owners and occupants – is a concern for dispensaries, grow operations and warehouses. Robbers are motivated by the opportunity to make even more fast cash through reselling the product found onsite.
To eliminate such easy targets, security requirements for the cannabis industry are a necessity. They are also involved, complicated, and vary from state to state. A number of security specifications apply between state laws and local ordinances. Inventory must be properly surveilled and managed at all stages of transportation and storage. Any discrepancies in inventory can result in large fines and other penalties. To aid in understanding security compliances, the National Cannabis Industry Association (NCIA), a national trade association, recommends that start-ups obtain attorneys to guide businesses through their state’s laws and regulations.
This is why, especially for new business owners, it is critical to consider the best, most advanced security solutions – especially when it comes to doors and points of egress – that are easily integrated into buildings during the design phase. These solutions protect the products, properties, and people throughout the cannabis supply chain.
Understanding State Security Regulations While there are no federally recognized security requirements for the cannabis industry, there are similar requirements across all states that have legalized cannabis, including:
Maintaining strict access control throughout the facility – this is especially important for grow operations and warehouses
Functional alarm systems
Documented standard operating procedures
Video surveillance systems – many states mandate very precise requirements, such as length of storage time and even video resolution specifications
Notifying appropriate regulatory agencies immediately or within a strict timeframe after a security incident or theft
Securing all records and record storage
While these are common, state-mandated security requirements, it is critically important to know and understand all rules, regulations, and laws concerning the industry within the business’s specific state. Making sure the business is compliant with all aspects of state laws for security and preventing violations, including the hefty financial penalties that can accompany them, is key.
States require cannabis facilities to implement sophisticated security features for several reasons. One of the most obvious is the fact that the industry supplies a high-value product and is a cash-intensive business. Integrating security features into the building can be a challenging task for architects and designers. To help tackle these challenges, manufacturers have introduced products to the cannabis industry, creating easier, more effective and aesthetically pleasing security solutions.
Integrated Designs For High Level Security Security shouldn’t be a constraint when considering design aesthetics. Certain elements can be discretely tucked away, including cameras and security doors by way of specifying a concealed rolling door, conveniently disguised in the ceiling during operating hours. These doors can even close under alarm eliminating the need for manual intervention. Other security measures, such as bullet resistant glass, are hidden in plain sight.
Rolling doors like this one can be conveniently disguised in the ceiling during operating hours.
Untrustworthy employees, smash-and-grab thefts or meticulously planned heists mean secure building design is of the utmost importance. In order to have the most effective security, there needs to be design vision – a clear intent for incorporating advanced security into the facility, whether visible or not.
Suggested security measures include video surveillance around the outdoor perimeter of the property as well as inside the facility. Physical barriers, such as specialized entrance locking systems – including fingerprint-scanning biometric technology – and security doors that may also include intrusion detection and automatic closure systems are recommended. All systems may be paired with 24/7 visual monitoring by security personnel.
Many state regulations also require restricted access to specific areas within dispensaries, grow operations and warehouses, with employee names and activities logged for reference. These necessary measures aid in inventory monitoring and control, further reducing the likelihood of internal theft.
When specifying building security, it’s important for architects to consider what type of building they are designing. There are differences in providing security for dispensaries versus warehouses and grow operations. Dispensaries and storefronts are frequently out in the open and in locations that are well-known to consumers. Warehouses and grow operations are usually tucked out of the way, rarely publicized, and less noticeable.
Rolling Grilles And Doors Deter Dispensary Theft With a high-value product and cash on hand, dispensaries in particular have unique security challenges. And because they are retail businesses, egress and fire codes must be strictly adhered to, in addition to special security regulations.
Rolling grilles can be an effective deterrent against dispensary theft
In light of this, security doors require special consideration. They are necessary to provide secure protection against theft but shouldn’t distract from the architectural vision of the building or interior design.
Rolling security grilles are the ideal solution to protect the counter inside the dispensary and may also be ideal for the front of the store. They fit in small headspaces where there is limited ceiling room and can be easily concealed when not in use.
Even heavy-duty rolling doors used to protect the glass storefront of the dispensary and prevent intruders from entering the building’s dock area can be hidden when not in use. If building code allows, architects may specify a rolling door that coils up into the door’s header, residing behind an exterior soffit. These robust security doors’ lift-resistant bottom bars also can be obscured from sight.
Heavy-duty security doors at the front of the dispensary block sight access and provide a visual deterrent. They give the building a secured look when in use, but heavy-duty rolling doors don’t need to be imposing to customers during the dispensary’s operating hours.
Robust Visible Protection For Grow Operations And Warehouses
Grow operations and warehouses usually opt for more visible security doors to deter criminal activity. They also have different design considerations because of building layout and production needs. For instance, larger grow operations house plants and supplies which require heavy equipment to move throughout the facilities.
A heavy duty steel rolling grille
Heavy duty rolling security doors can be made with up to 12-gauge steel with interlocking slats and tamper resistant fasteners – making them stronger than standard garage doors. They provide high-end security at loading docks and limit access to restricted areas inside.
Rolling doors can also be used to block employee access to off-limits areas common in grow operations and warehouses. Because they are heavily reliant on utilities and infrastructure, such as water mains and humidity and temperature controls, warehouses and grow operations are ideal applications for rolling doors. If unauthorized personnel with ill intentions access these utility areas, it could spell disaster with ruined crops and damaged or unsafe products – turning into substantial financial losses. From a design standpoint, these doors do not need to be concealed. In fact, their visibility signals restricted access areas and hints at the security measures taken to protect these facilities.
Enhanced Security Features
Whether designing a dispensary, a grow operation facility, or a warehouse, rolling doors may be paired with automatic protection features to enhance the building’s security and help workers feel safe. These automatic closing systems allow the security doors to be immediately activated by a building alarm or the push of a panic button in emergency situations. The doors also feature advanced locking systems – some of which are hidden in non-traditional locations – providing further tamper resistance.
Some rolling door manufacturers offer in-house architectural design groups to guide architects and designers in choosing the ideal security doors. These groups can address and solve any design dilemmas that arise during the project. Every rolling door is built to a specific opening, making each product unique to that area of the project. Because of this customization, manufacturers can meet virtually any specification.
Meeting Insurance Requirements
Selecting the correct rolling door along with other advanced security features aids in meeting insurance requirements. Each insurance company has individual minimum-security conditions in its policy. Many insurance companies will not provide theft insurance if cannabis businesses do not have adequate security or cannot demonstrate they have it.
Planning Leads To Integrated Protection The technical and legal aspects of securing dispensaries, grow operations, and warehouses can be overwhelming and, at times, confusing. Legal counsel, state agencies, industry associations, and manufacturers encourage new cannabis businesses to use them as resources as they unravel the nuances of the industry’s security regulations.
By combining robust security features such as video surveillance, proper access controls, rolling doors or grilles and automatic closure systems, cannabis facilities can meet state and insurance requirements and deter theft. With thoughtful design consideration and planning, these security features also have the capabilities to seamlessly blend with interior and exterior design aesthetics.
The onset of the COVID-19 pandemic sent shockwaves around the world, and they’re still rippling today. Businesses had to quickly pivot from in-person transactions and services to virtual operations, or close down until stay at home orders and other restrictions eased or lifted. While it varies from state to state, due to statutory and rule based operating requirements, requiring facilities to be open a certain amount of hours per week, many were deemed essential. These circumstances create a huge set of complex challenges for anyone in business to navigate, from workers and their families to management and owners, let alone vendors and ancillary businesses.
The bright side is being in an industry where plot twists are not uncommon. Cannabis is legal and highly regulated state by state, illegal on a federal level, so it’s always full of strategic problems to solve. With so many people, businesses, ever-shifting regulations, and financial interests at stake, the need for strategic legal services are the constant. From a purely business and regulatory standpoint, the pandemic has provided some in the cannabis industry with quantum leaps forward in operations and service, and many of them may likely become the new norm.
For people with anxiety (#everydemographic2020) and other debilitating medical conditions, perception is shifting towards the importance and benefits of cannabis as a medicine and alternative therapeutic treatment option, on pace with a larger global trend towards personal and shared wellness. There’s more freedom for consumers to participate recreationally in states with adult use programs too. Extended families and friends in other states may not have the same access to cannabis. We live in a socially driven world, and the awareness of the medicinal properties of cannabis has rapidly grown nationwide across broad demographics. The gateway drug stereotype and stigma is slowly but surely fading away.
Momentum and shift in consumer behavior, need and the shifting perspective of healthcare providers is affecting more state regulators. They’ve worked with the cannabis industry to modify and adjust operational rules as needed to ensure medicinal access during the ever-changing COVID climate. Although current rules and regulations haven’t been lifted in any way, this is a step in the right direction. However, recreational states are less likely to consider that portion of the cannabis market essential and look for ways to prioritize medical dispensaries over recreational.
Medical Cannabis Businesses Deemed Essential
The most immediate problems to solve in many states were social distancing and waiting areas – where to keep patients/customers? There are state guidelines and regulations for operations during COVID, plus CDC general safety and sanitation considerations for workers and consumers alike. Lawyers and regulators are working to make sure that these stores are open and operating safely, have established safety protocols, number of customers allowed inside the store, minimum hours of operation, and to allow for special elderly hours and accommodating patients with compromised immune systems.
One of the biggest operational changes has been an increase in the facilitation of online ordering and curbside pickup to help keep patients safe. Employees are wearing gloves and PPE as an added precaution. This puts the health of the patients and employees first, while still allowing businesses to operate.
More and more patients are not all that enthusiastic about making in-person appointments that may put them at risk. In every state, people waver between venturing out for necessities so they’re buying larger quantities and stocking up when they can, and cannabis is no different. Cash-paying customers must still pay in-person. As federal regulations continue to hinder additional payment options and protections, demand for change grows on both sides.
Staffing in a Pandemic
Like all employers, it’s easier for larger cannabis companies to accommodate employees who are sick or may have been exposed. It’s often more difficult for smaller operations. For many employees, the decision to go into work sick means rent and food, because the employer can’t offer additional sick pay.
In most states, employees have to have some type of state card to work in a store. It’s hard to find replacements and pay for sick leave. There’s no call for a temp agency solution due to clearance needed by cannabis employees. If the business has to shut down, it might not be able to bounce back. So in some states, cannabis businesses have suffered setbacks, but not to the extent as other industries such as hospitality, food and beverage, and tourism.
Crunching the Numbers
The cannabis industry is also excluded from PPP loans and other federal aid. True plant-touching cannabis companies can’t access those funds, adding extra financial stress to operations. The irony is for the majority of cannabis operations nationwide, the biggest change was not the increased regulatory requirements for social distancing, sanitation and safety, it was handling the incredible increase in product demand under circumstances that include financial and staffing stress.
One Arizona-based dispensary was averaging around $300K a month before COVID-19. Today, business has more than tripled to nearly $1 million a month. In mature legal state Colorado, a record $155 million in recreational product sales for June reflects a six percent increase over the previous month’s sales. The Colorado Department of Revenue collected $33.6 million from the industry in June. Colorado’s medical dispensary sales record was set in May, just shy of $43 million, dropping down to about $40.8 million in June. Both are still setting records for business volume. For 2020, revenue already exceeds $203.3 million, in contrast to roughly $302.5 million in cannabis-related revenue in 2019.
Heightened Supply, Demand & Opportunities
Heightened demand and the search for new market ventures means investors are taking notice. People sheltering or working from home are spending more time online, too. Many are searching for healthcare; others for promising investment opportunities. Legalization has been a long journey, state by state. Everyone inside the cannabis and hemp industries has learned to roll with the punches – expect ongoing legal needs, and to do strategic short- and long-term planning. How to anticipate change and pivot on a dime. It’s a must.
With the healthcare system struggling or strained in many areas of the country, non-essential primary care has shifted to telemedicine. Federally, the DEA granted permission to do so that extends for the duration of the COVID-19 public health emergency. The problem? State-level regulations may prohibit the prescription of Schedule III drugs via telemedicine, or limit the amount and refills. For essential healthcare, limited appointments or emergency-only availability remains a concern. Innovative new cannabis products help fill that gap.
There will be more challenges as elections approach and beyond. For those in cannabis, we’re used to being ready for anything. Stay tuned.
During the COVID-19 pandemic, most testing laboratories have been classified as relevant for the system or as carrying out essential activities for national governments. Therefore, it is crucial to maintain activities and optimally assess the changes that are occurring, framed within the spread of the SARS-CoV-2 virus. Analytica Alimentaria GmbH, a testing laboratory with its headquarters in Berlin, Germany and a branch office in Almeria, Spain, decided to focus its management on the analysis of events and the options available, at the legal and employment level, to ensure continuity of activities and reducing, as much as possible, the damage for the parties involved: employees and company. Accredited by the International Accreditation Service (IAS) to ISO/IEC 17025:2017, Analytica Alimentaria GmbH is required to implement risk-based thinking to identify, assess and treat risks and opportunities for the laboratory. Since March 12, 2020 a crisis committee was established, formed by the six members of the company’s management, covering general management, human resources, direction of production, finance and IT. The committee meets every day and it intends to:
Minimize the risks of contagion
Be able to continue providing the service required by our clients
ensure that the company as a whole will survive the economic impact of the crisis
Take measures that are within the legality of both countries where the laboratory operates (Spain and Germany),
Manage internal and external communication related to the crisis
To achieve correct decision making, daily meetings of the committee were established, to review the situations that were presented day after day and the actions that should be carried out. Each decision was analysed in a prioritized, objective, collaborative and global way.
The basis of the lab’s action plan was a well-developed risk assessment. In addition to the risk of getting a droplet or smear/contact infection with the coronavirus SARS-CoV-2 (risk I) by contact with other people, psychological stress caused by changing working conditions (home office), contact options and information channels were also identified (risk II).
As a result of the risk assessment, the conclusion was that a mix of various measures is the best form of prevention:
Keep distance
Avoid “super spreader” events
Personal hygiene
Regular communication between managers and personnel about the current situation and possible scenarios
The risk assessment took both areas into account. The following assessment was developed together with an external specialist and focused on risk I:
Risk I
Assessment
Protective measures / hygiene plan
Organisation
Working hours and break arrangements
High
Limit the gathering of people and ensure a minimum distance:
Relocated work, break and mealtimes
Create fixed groups of shift-working staff
Time gap of 20 min. between the shifts
Enable home office wherever it is possible
Third party access
Moderate
Few but “well-known” visitors:
Reduce the number of visits and keep internal contacts to a minimum
Ensure the contact chain
Inform visitors about the internal rules and obtain written consent
Dealing with
suspected cases
High
Isolation and immediate leave of the company:
Contactless fever measurement (in case of typical symptoms)
Leave the company or stay at home
If the infection is confirmed, find contact persons (including customers or visitors) and inform them about a possible risk of infection
Contact with other persons
Traffic route from home to work
Moderate
Avoid public transportation:
Take a car, bicycle or go by foot
Enable mobile work and teleworking
At work
High
Always keep a sufficient distance of 2.0 m from people:
If minimum distances cannot be maintained, wear protective masks or install physical barriers (acrylic glass)
Organize traffic routes so that minimum distances can be maintained (one-way routes, floor markings indicating a distance of 2 m)
Use digital meetings instead of physical ones
Sanitary facilities
Moderate
Remove virus-loaded droplet as often as possible:
Provide skin-friendly liquid soaps and towel dispensers
Shorten or intensify cleaning intervals
Hang out instructions for washing hands at the sink
Include instructions for proper hand-disinfection
Canteens, tea kitchens and break rooms
High
One person per 10 m² = minimum:
Reduce the number of chairs per table
Informative signs in every room, indicating the maximum number of permitted persons
Ventilation
High
Diluting or removing bioaerosols (1 µm virus-droplets):
Leave as many doors open as possible
Regular and documented shock ventilation every 30 minutes or more frequently, depending on the size of window
Operate ventilation and air-conditioning systems, since the transmission risk is classified as low here
Use of work equipment
Moderate
Use tools and work equipment for personal use:
Regular cleaning with changing use (PC, hand tools, coffee machine, …)
If possible, use gloves when using equipment for a larger number of users
Protective masks
Moderate
Use of protective masks as an additional measure, indicating that this does not replace keeping distance
Recommend wearing masks in commonly used areas and explain that they do not protect yourself, but help to protect others
Give clear instructions (written and oral) on how to use a mask correctly and explain the use and purpose of different mask-types
Distribute masks freely
A number of guidelines and concrete measures addressing the risks related to health issues are already in place. Those health issues in risk group II are more closely related to the psychological effects of the crisis, however, are also more complex to mitigate. The key strategy is communication and, in particular, actively listening to all employees of the company.
Analytica’s robust company culture, based on values established in coordination with the whole staff, has been of significant help during the crisis. The some 150 staff members are organized by over 22 team coordinators. During the crisis, active communication has been intensified significantly. The crisis management team set up regular alignment meetings with all the coordinators and with individual persons with particular situations. This way, not only was it possible to explain the development of the crisis and the subsequent measures, the conversations with coordinators were also the most important source of information enabling the appropriate decisions. The coordinators, closely aligned and in sync with management, were then able to communicate with their team members with a high degree of confidence. One outcome of the communication was a measure that proved very effective in fortifying trust within the company: all measures and evaluations, as well as a chronological review, are published in a dynamic internal report and are made available, with full transparency, to all staff members. Besides the many individual and group alignment meetings (usually held by video conference), this has been a key measure to establish confidence and security within the company.
On the other hand, the company made a great effort to balance the effect of the general closure of kindergartens and schools in Spain and Germany. Each case where staff members were required to care for children at home was studied individually and agreements were established, adapting shifts and making use of time accounts, to allow childcare at home without significant loss of income.
The success of the measures is shown by the continuous work of both laboratories during the crisis. Besides the personal tragedy of a possible infection, the identified risk to the company has the consequence of a (partial) quarantine due to an infected person in contact with the staff and the consequent loss of work-power which might lead, in extreme cases, to a closure of the laboratory. According to the governmental regulation in Germany, if an infection occurs (confirmed by the health department), contact persons cat. 1 (more than 15 min. contact face to face) are identified and sent to quarantine. Other contact persons, e.g. contact persons cat. 2 (same room without face to face) must be identified quickly with the collaboration of the infected person and notified and, if necessary, sent in quarantine. In this case, there is a confirmed emergency plan that maintains the laboratory’s ability to work, defining replacements and alternative work-flow strategies.
It has been part of our strategy to validate all our measures with the relevant guidance documents made available by the official competent institutions. The German Federal Office for Public Safety and Civil Protection (Bundesamt für Bevölkerungsschutz und Katastrophenhilfe) has published a guide, “Crisis Management in Companies, 9-point Checklist” especially for critical infrastructure companies in the CoVid-19 crisis.
Having been classified as a core business enterprise (Spain) and “relevant to the system” (Germany), we consider it important to use them as a reference to confirm our level of alignment with your proposal for crisis management.
An important effect, relevant to any leader in times of crisis, is that the confirmation of all points of such a checklist provides certain peace of mind regarding the question: Have we done everything we could?
While legalization of recreational cannabis remains in a fluid state in the United States, the medical application of cannabis is gaining popularity. As such, the diversification of pharmaceutical and edible cannabis products will inevitably lead to increased third party testing, in accordance with Food and Drug Administration (FDA) mandates. Laboratories entering into cannabis testing, in addition to knowing the respective state mandates for testing procedures, should be aligned with Federal regulations in the food and pharmaceutical industries.
In 2010, the American Herbal Products Association (AHPA)1 established a cannabis committee with the primary objective of addressing issues related to the practices and safe use of legally-marketed cannabis and cannabis-related products. The committee issued a set of recommendations, outlining best practices for the cultivation, processing, testing and distribution of cannabis and cannabis products. The recommendations for laboratory operations sets some basic principles for those performing analysis of cannabis products. These principles, complementary to existing good laboratory practices and international standards, focus on the personnel, security, sample handling/disposal, data management and test reporting unique to laboratories analyzing cannabis samples.
As local and federal regulations continue to dictate medical and recreational cannabis use, many will venture into the business of laboratory testing to meet the demands of this industry. Thus, it is not surprising that cannabis producers, distributors and dispensaries will need competent testing facilities to provide reliable and accurate results. In addition, our understanding of cannabis from an analytical science perspective will derive from test reports received from these laboratories. Incorrect or falsified results can be costly to their business and can even lead to lawsuits when dealing with consumer products. Examples of fines and/or suspensions related to incorrect/false reporting of results have already gained coverage in news media. This sets up the need for the cannabis industry to establish standardized protocols for laboratory competency.
The international standard, ISO 17025 – ‘General requirements for the competence of testing and calibration laboratories’ – plays an important role in providing standard protocols to distinguish labs with proven quality, reliability and competency. The industry needs to rely not only on the initial accreditation received, but also on the ongoing assessment of the labs to ensure continuous competency.
Receiving accreditation involves an assessment by an International Laboratory Accreditation Cooperation (ILAC) recognized accrediting body, which ensures that laboratories have the competency, resources, personnel and have successfully implemented a sound quality management system that complies with the international standard ISO/IEC 17025:2017. This ISO standard is voluntary, but recognized and adopted globally by many industries for lab services. Cannabis companies can ensure that the test services they receive from accredited laboratories will meet the requirements of the industry, as well as the state and federal regulatory agencies. The International Organization for Standardization (ISO) is an independent, non-governmental organization with over 160 memberships of national standards bodies, and all with a unified focus on developing world-class standards for services, systems, products, testing to ensure quality, safety, efficiency and economic benefits.
ILAC is a non-profit organization made up of accreditation bodies (ABs) from various global economies. The member bodies that are signatories to the ILAC Mutual Recognition Arrangement (ILAC MRA) have been peer evaluated to demonstrate their competence. The ILAC MRA signatories, in turn, assess testing labs against the international standard, ISO/IEC 17025 and award accreditation. Accreditation is the independent evaluation of conformity assessment in accordance with the standard and related government regulations to ensure the lab carry out specific activities (called the ‘Scope’) impartially and competently. Through this process, cannabis industry stakeholders and end users can have confidence in the test results they receive from the labs.
Understanding the principles of accreditation and conformity to ISO standards is the beginning of the ISO 17025 accreditation process. Similar to other areas of testing, accreditation gives cannabis testing labs global recognition such that their practices meet the highest standards in providing continuous consistency, reliability and accuracy.
Many government agencies (state and federal) in the US and around the world are mandating cannabis testing laboratories to seek accreditation to ISO/IEC 17025:2017, in an effort to standardize their practice and provide the industry with needed assurance. Conformance with the standard enables labs to demonstrate their competency in generating reliable results, thereby providing assurance to those who hire their services.
Testing of cannabis can be very demanding and challenging given that state and federal regulations require that the performance and quality of the testing activities must provide consistent, reliable and accurate results. Hence, labs deciding to set up cannabis testing will have to take extra care in setting up a laboratory facility, acquiring all necessary and appropriate testing equipment, hiring qualified and experience staff and developing and implementing test methods to ensure the process, sample throughput, data integrity and generated output are continuously reliable, accurate and meet the need of the clients and requirements of the regulatory bodies. This demands the lab to establish and implement very sound quality assurance program, good laboratory practices and a quality management system (QMS).
Some expected challenges are:
Standardization of test methods and protocols
Since there is no federal guidance in standardization of test methods and protocols for cannabis testing in US, it is challenging for laboratories to research and validate other similar, established methods and gain approval from the local and state authorities.
Facility
Cannabis testing activities must be physically isolated from other testing activities for those labs conducting business in other areas of testing such as environment, food, mining, etc.
Microbiological testing requires additional physical isolation within the testing facility, maintaining sterility of the environment, test area and test equipment.
Equipment
The test equipment such as Chromatographs (GC/LC), Spectrometers (ICP-MS, ICP-OES, UV-Vis), and other essential analytical instruments must meet the specifications required to detect and quantify and statistically justify the test parameters at the stipulated concentration levels. That means the limit of detection and limit of quantitation of each parameter must be well below the regulatory limits and the results are statistically sound.
Calibration, maintenance and operation of analytical equipment must be appropriate to produce results traceable to international standards such as International System of Units and National Institute of Standards and Technology (SI and NIST).
Staff
The qualification and experience of the staff should ensure standard test methods are implemented and verified to meet the specifications.
They should have a sound understanding of the QA/QC protocols and effective implementation of a quality management system which conforms to ISO/IEC 17025:2017 standard.
Staff should be properly trained in all standard operating procedures (SOPs) and receiving schedule re-training as needed. Training should be accurately documented.
QMS
The QMS should not only meet the requirements of ISO 17025, but also be appropriate to the scope of the laboratory activities. Such a system must be planned, implemented, verified and continuously improved to ensure effectiveness.
Finally, stakeholders should seek expert advice in establishing a cannabis testing lab prior to initiating the accreditation. This can be achieved through a cyclic PLAN-DO-CHECK-ACT process. Labs that are properly established can attain the accreditation process in as little as 3-5 months. An initial ‘Gap Analysis’ can be extremely helpful in this matter.
IAS, an ILAC MRA signatory and international accrediting body based in California is one such organization that provides training programs for those interested in attaining accreditation to ISO/IEC 17025:2017. It is a nonprofit, public-benefit corporation that has been providing accreditation services since 1975. IAS accredits a wide range of companies and organizations including governmental entities, commercial businesses, and professional associations worldwide. IAS accreditation programs are based on recognized national and international standards that ensure domestic and/or global acceptance of its accreditations.2
References
American Herbal Products Association , 8630 Fenton Street, Suite 918 , Silver Spring, MD 20910 , ahpa.org.
International Accreditation Services, iasonline.org.
I worked for about 18 years as a company employee in various levels from entry-level engineer to senior director. Since then I have spent over a decade as a consultant in the life science industry as the founder of Sebald Consulting. Presently, I also use consultants as CEO of GxPready!, a web based CMMS software company. Based on this experience, I have put together a top 5 list of things you can do to get the most value when using consultants:
1. Recognize when a project requires a consultant
There can be several reasons a project may benefit from having a consultant which may include bringing a new skill set, industry experience or an outside perspective to bear on a project that is not available otherwise.
Provide clear guidance as to what the task and deliverables are on an ongoing basis.Also, there are occasions when resources are already stretched and you need short-term support to get through an intensive segment of a project, but the work may not be enough to justify additional longer-term resources.
In any of these cases, filling the gap internally can be difficult and time consuming. A consultant can be a great solution. Even if you don’t plan to use a consultant for the project, it may be to your benefit to have a consultant perform a “gap assessment” to help you to identify areas which require improvement to meet compliance requirements or best practice guidelines. This is often done to prepare for audits, for example.
2. Vet the consultant to get a good match
Contact potential consultants to determine if they have the set of skills you are looking for and if they fit within the culture of your organization. Talk to the actual consultant you will be working with before bringing them on. Review the consulting contract carefully to make sure the terms are mutually acceptable. Often consultants have some flexibility to accommodate different project situations.
One advantage to using consultants is that you don’t have a long commitment so even after you vet them with interviews, you can work on small projects and gauge the results. Some consulting companies are very formal and others are less so, for example. A good fit is better for both parties. It’s not just the competence, but the culture and personal fit with your team.
3. Provide the consultant with appropriate guidance and resources
Help the consultant give you the best results possible by providing access to the resources (personnel, information, documents, systems, etc.) to allow the consultant to perform the tasks.
Consultants can help you get through unfamiliar territory or help you to manage your team’s workload. Know how to use these resources to benefit your projects. This project manager called just in time.
Provide clear guidance as to what the task and deliverables are on an ongoing basis.
Alternatively, allow the consultant to manage the project and reach out as necessary. Any guidance and resources you can provide the consultant will increase the effectiveness and help control your costs on the project.
If you don’t know exactly what needs to be done (“That’s why I hired a consultant!”) then have the consultant put together a list for you based on some general guidance and then work from that list to get your job completed.
4. Track progress with appropriate level of detail
If you have vetted and hired a consultant, chances are they are going to put in their best effort to meet your requirements. Nonetheless, it is good practice to have a system in place to track hours/costs.
Whether it is weekly reporting, or based on milestones and project updates, this helps to avoid any misunderstandings and provides opportunities for communication of project issues in addition to whatever project updates may be scheduled.
You want your team of consultants and employees to be able to work as well as possible together.Recognize that you can go overboard in this area, working against yourself and the project, if the tracking is so detailed that it takes excessive resources to document. It is definitely possible to inadvertently generate more hours (and expense) by managing time in too much detail. If the concern is high and heavy management is required, perhaps that indicates the consultant is not the best match for this project.
Generally, you can find a good balance with a simple up-front chat with the consultant to review your expectations, and for larger projects it is often formalized in the contract.
5. Recognize if it’s not a good fit
There are many consultants and clients out there. Inevitably, there are times when, despite best intentions, the consultant/client mix isn’t working out. Make sure the contract allows for management of this situation. Can you cancel the contract with reasonable notice? Is there a mechanism for being able to replace members of the team that aren’t working out?
You want your team of consultants and employees to be able to work as well as possible together. If that’s not happening, recognize it and make adjustments as necessary. But don’t lose the contact information. A consultant that doesn’t work out today may be just right for your next project!
Following the above can improve your chances of success with consultants you may hire and allow you to build a solid set of resources you can call on from time to time as things change in your company. Consultants can fill a vital role for tasks requiring specialized skills or short-term projects where a full time hire is not practical.
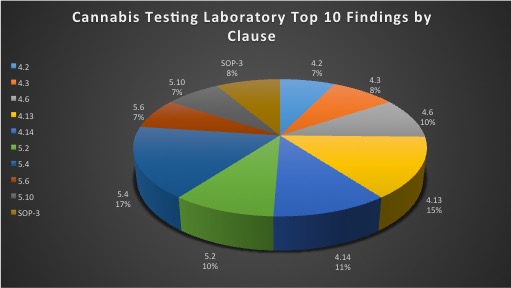
With the cannabis industry growing rapidly, laboratories are adapting to the new market demand for medical cannabis testing in accordance to ISO/IEC 17025. Third-party accreditation bodies, such as Perry Johnson Laboratory Accreditation, Inc. (PJLA), conduct these assessments to determine that laboratories are following relevant medical cannabis testing standard protocols in order to detect potency and contaminant levels in cannabis. Additionally, laboratories are required to implement and maintain a quality management system throughout their facility. Obtaining accreditation is a challenge for laboratories initially going through the process. There are many requirements outlined in the standard that laboratories must adhere to in order to obtain a final certificate of accreditation. Laboratories should evaluate the ISO 17025 standard thoroughly, receive adequate training, implement the standard within their facility and conduct an internal audit in order to prepare for a third-party assessment. Being prepared will ultimately reduce the number of findings detected during the on-site assessment. Listed below is research and evidence gathered by PJLA to determine the top ten findings by clause specifically in relation to cannabis testing laboratories.
The top 10 findings by clause
4.2: Management System
Defined roles and responsibilities of management system and its quality policies, including a structured outline of supporting procedures, requirements of the policy statement and establishment of objectives.
Providing evidence of establishing the development, implementation and maintenance of the management system appropriate to the scope of activities and the continuous improvement of its effectiveness.
Ensuring the integrity of the management system during planned and implemented changes.
Communication from management of the importance of meeting customer, statutory and regulatory requirements
4.3: Document Control
Establishing and maintaining procedures to control all documents that form the management system.
The review of document approvals, issuance and changes.
4.6: Purchasing Services and Supplies
Policies and procedures for the selection and purchasing of services and supplies, inspection and verification of services and supplies
Review and approval of purchasing documents containing data describing the services and supplies ordered
Maintaining records for the evaluation of suppliers of critical consumables, supplies and services, which affect the quality of laboratory outputs.
4.13: Control of Records
Establishing and maintaining procedures for identification, collection, indexing, access, filing, storage and disposal of quality and technical records.
Providing procedures to protect and back-up records stored electronically and to prevent unauthorized access.
4.14: Internal Audits
Having a predetermined schedule and procedure for conducting internal audits of its activities and that addresses all elements that verify its compliance of its established management system and ISO/IEC 17025
Completing and recording corrective actions arising from internal audits in a timely manner, follow-up activities of implementation and verification of effectiveness of corrective actions taken.
5.2: Personnel
Laboratory management not ensuring the competence and qualifications of all personnel who operate specific equipment, perform tests, evaluate test results and sign test reports. Lack of personnel undergoing training and providing appropriate supervision
Providing a training program policies and procedures for an effective training program that is appropriate; identification and review of training needs and the program’s effectiveness to demonstrate competence.
Lack of maintaining records of training actions taken, current job descriptions for managerial, technical and key support personnel involved in testing
5.4: Test and Calibration Methods and Method Validation
Utilization of appropriate laboratory methods and procedures for all testing within the labs scope; including sampling, handling, transport, storage and preparation of items being tested, and where appropriate, a procedure for an estimation of the measurement of uncertainty and statistical techniques for analysis
Up-to-date instructions on the use and operation of all relevant equipment, and on the handling and preparation of items for testing
Introduction laboratory-developed and non-standard methods and developing procedures prior to implementation.
Validating non-standard methods in accordance with the standard
Not completing appropriate checks in a systematic manner for calculations and data transfers
5.6: Measurement Traceability
Ensuring that equipment used has the associated measurement uncertainty needed for traceability of measurements to SI units or certified reference materials and completing intermediate checks needed according to a defined procedure and schedules.
Not having procedures for safe handling, transport, storage and use of reference standards and materials that prevent contamination or deterioration of its integrity.
5.10: Reporting the Results
Test reports not meeting the standard requirements, statements of compliance with accounting for uncertainty, not providing evidence for measurement traceability, inaccurately amending reports.
SOP-3: Use of the Logo
Inappropriate use of PJLA’s logo on the laboratories test reports and/or website.
Using the incorrect logo for the testing laboratory or using the logo without prior approval from PJLA.
The outside environment can vary widely depending on where your facility is located. However, the internal environment around any activity can have an effect on that activity and any personnel performing the activity, whether that’s storage, manufacturing, testing, office work, etc. These effects can, in turn, affect the product of such activities. Environmental control strategies aim to ensure that the environment supports efforts to keep product quality high in a manner that is economical and sensible, regardless of the outside weather conditions.
For this article, let us define the “environment” as characteristics related to the room air in which an activity is performed, setting aside construction and procedural conditions that may also affect the activity. Also, let us leave the issue of managing toxins or potent compounds for another time (as well as lighting, noise, vibration, air flow, differential pressures, etc). The intent here is to focus on the basics: temperature, humidity and a little bit on particulate counts.
Temperature and humidity are key because a non-suitable environment can result in the following problems:
Operator discomfort
Increased operator error
Difficulty in managing products (e.g. powders, capsules, etc)
Particulate generation
Degradation of raw materials
Product contamination
Product degradation
Microbial and mold growth
Excessive static
USP <659> “Packaging and Storage Requirements” identifies room temperature as 20-25°C (68-77 °F) and is often used as a guideline for operations. If gowning is required, the temperature may be reduced to improve operator comfort. This is a good guide for human working areas. For areas that require other specific temperatures (e.g. refrigerated storage for raw materials), the temperature of the area should be set to those requirements.
Humidity can affect activities at the high end by allowing mold growth and at the low end by increasing static. Some products (or packaging materials) are hydroscopic, and will take on water from a humid environment. Working with particular products (e.g. powders) can also drive the requirement for better humidity control, since some powders become difficult to manage in either high or low humidity environments. For human operations without other constraints, a typical range for desirable humidity is in the range of 20 to 70% RH in manufacturing areas, allowing for occasional excursions above. As in the case of temperature, other requirements may dictate a different range.
In some cases, a locally controlled environment is a good option to reduce the need to control the room environment as tightly or to protect the operator.
In a typical work environment, it is often sufficient to control the temperature, while allowing the relative humidity to vary. If the humidity does not exceed the limits for the activity, then this approach is preferred, because controlling humidity adds a level of complexity (and cost) to the air handling. If humidity control is required, it can be managed by adding moisture via various humidification systems, or cooling/reheating air to remove moisture. When very low humidity is required, special equipment such as a desiccant system may be required. It should be noted that although you can save money by not implementing humidity control at the beginning, retrofitting your system for humidity control at a later time can be expensive and require a shutdown of the facility.
Good engineering practice can help prevent issues that may be caused by activities performed in inappropriately controlled environments. The following steps can help manage the process:
Plan your operations throughout your facility, taking into account the requirements for the temperature and humidity in each area and know what activities are most sensitive to the environment. Plans can change, so plan for contingencies whenever possible.
Write down your requirements in a User Requirement Specification (URS) to a level of detail that is sufficient for you to test against once the system is built. This should include specific temperature and RH ranges. You may have additional requirements. Don’t forget to include requirements for instrumentation that will allow you to monitor the temperature and RH of critical areas. This instrumentation should be calibrated.
Solicit and select proposals for work based on the URS that you have generated. The contractor will understand the weather in the area and can ensure that the system can meet your requirements. A good contractor can also further assist with other topics that are not within the scope of this article (particulates, differential pressures, managing heating or humidity generating equipment effects, etc).
Once work is completed, verify correct operation using the calibrated instrumentation provided, and make sure you add periodic calibration of critical equipment, as well as maintenance of your mechanical system(s), to your calibration and maintenance schedules, to keep everything running smoothly.
The main point is if you plan your facility and know your requirements, then you can avoid significant problems down the road as your company grows and activity in various areas increases. Chances are that a typical facility may not meet your particular requirements, and finding that out after you are operational can take away from your vacation time and peace of mind. Consider the environment, its good business!
With the state led legalization of both adult recreational and medical cannabis, there is a need for comprehensive and reliable analytical testing to ensure consumer safety and drug potency. Cannabis-testing laboratories receive high volumes of test requests from cannabis cultivators for testing quantitative and qualitative aspects of the plant. The testing market is growing as more states bring in stricter enforcement policies on testing. As the number of testing labs grow, it is anticipated that the laboratories that are now servicing other markets, including high throughput contract labs, will cross into cannabis testing as regulations free up. As the volume of tests each lab performs increases, the need for laboratories to make effective use of time and resource management, such as ensuring accurate and quick results, reports, regulatory compliance, quality assurance and many other aspects of data management becomes vital in staying competitive.
Cannabis Testing Workflows
To be commercially competitive, testing labs offer a comprehensive range of testing services. These services are available for both the medical and recreational cannabis markets, including:
Detection and quantification of both acid and neutral forms of cannabinoids
Screening for pesticide levels
Monitoring water activity to indicate the possibility of microbiological contamination
Moisture content measurements
Terpene profiling
Residual solvents and heavy metal testing
Fungi, molds, mycotoxin testing and many more
Although the testing workflows differ for each test, here is a basic overview of the operations carried out in a cannabis-testing lab:
Cannabis samples are received.
The samples are processed using techniques such as grinding and homogenization. This may be followed by extraction, filtration and evaporation.
A few samples will be isolated and concentrated by dissolving in solvents, while others may be derivatized using HPLC or GC reagents
The processed samples are then subjected to chromatographic separation using techniques such as HPLC, UHPLC, GC and GC-MS.
The separated components are then analyzed and identified for qualitative and quantitative analysis based on specialized standards and certified reference materials.
The quantified analytical data will be exported from the instruments and compiled with the corresponding sample data.
The test results are organized and reviewed by the lab personnel.
The finalized test results are reported in a compliant format and released to the client.
In order to ensure that cannabis testing laboratories function reliably, they are obliged to follow and execute certain organizational and regulatory protocols throughout the testing process. These involve critical factors that determine the accuracy of testing services of a laboratory.
Factors Critical to a Cannabis Testing Laboratory
Accreditations & Regulatory Compliance: Cannabis testing laboratories are subject to regulatory compliance requirements, accreditation standards, laboratory practices and policies at the state level. A standard that most cannabis testing labs comply to is ISO 17025, which sets the requirements of quality standards in testing laboratories. Accreditation to this standard represents the determination of competence by an independent third party referred to as the “Accreditation Body”. Accreditation ensures that laboratories are adhering to their methods. These testing facilities have mandatory participation in proficiency tests regularly in order to maintain accreditation.
Quality Assurance, Standards & Proficiency Testing: Quality assurance is in part achieved by implementing standard test methods that have been thoroughly validated. When standard methods are not available, the laboratory must validate their own methods. In addition to using valid and appropriate methods, accredited laboratories are also required to participate in appropriate and commercially available Proficiency Test Program or Inter-Laboratory Comparison Study. Both PT and ILC Programs provide laboratories with some measure of their analytic performance and compare that performance with other participating laboratories.
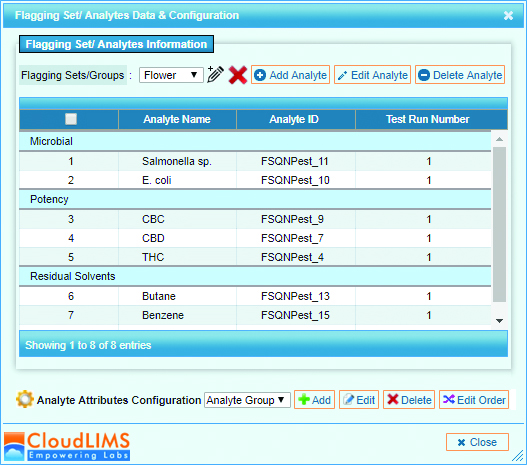
CloudLIMS Cannabis Testing LIMS: Multi-analyte Configuration for Cannabis Testing Services
Real-time Collaboration: Testing facilities generate metadata such as data derived from cannabis samples and infused products. The testing status and test results are best served for compliance and accessibility when integrated and stored on a centralized platform. This helps in timely data sharing and facilitates informed decision making, effective cooperation and relationships between cannabis testing facilities and growers. This platform is imperative for laboratories that have grown to high volume throughput where opportunities for errors exist. By matching test results to samples, this platform ensures consistent sample tracking and traceability. Finally, the platform is designed to provide immediate, real-time reporting to individual state or other regulatory bodies.
Personnel Management: Skilled scientific staff in cannabis-testing laboratories are required to oversee testing activities. Staff should have experience in analytical chromatography instruments such as HPLC and GC-MS. Since samples are often used for multi-analytes such as terpenes, cannabinoids, pesticides etc., the process often involves transferring samples and tests from one person to another within the testing facility. A chain of custody (CoC) is required to ensure traceability and ‘ownership’ for each person involved in the workflow.
LIMS for Laboratory Automation
Gathering, organizing and controlling laboratory-testing data can be time-consuming, labor-intensive and challenging for cannabis testing laboratories. Using spreadsheets and paper methods for this purpose is error-prone, makes data retrieval difficult and does not allow laboratories to easily adhere to regulatory guidelines. Manual systems are cumbersome, costly and lack efficiency. One way to meet this challenge is to switch to automated solutions that eliminate many of the mundane tasks that utilize valuable human resources.. Laboratory automation transforms the data management processes and as a result, improves the quality of services and provides faster turnaround time with significant cost savings. Automating the data management protocol will improve the quality of accountability, improve technical efficiency, and improve fiscal resources.
Real Time Test Status in CloudLIMS
A Laboratory Information Management System (LIMS) is a software tool for testing labs that aids efficient data management. A LIMS organizes, manages and communicates all laboratory test data and related information, such as sample and associated metadata, tests, Standard Operating Procedures (SOPs), test reports, and invoices. It also enables fully automated data exchange between instruments such as HPLCs, GC-FIDs, etc. to one consolidated location, thereby reducing transcription errors.
How LIMS Helps Cannabis Testing Labs
LIMS are much more capable than spreadsheets and paper-based tools for streamlining the analytical and operational lab activities and enhances the productivity and quality by eliminating manual data entry. Cloud-enabled LIMS systems such as CloudLIMS are often low in the total cost of acquisition, do not require IT staff and are scalable to help meet the ever changing business and regulatory compliance needs. Some of the key benefits of LIMS for automating a cannabis-testing laboratory are illustrated below [Table 1]:
Key Functionality
Benefit
Barcode label designing and printing
Enables proper labelling of samples and inventory
Follows GLP guidelines
Instant data capture by scanning barcodes
Facilitates quick client registration and sample access
3600 data traceability
Saves time and resources for locating samples and other records
Inventory and order management
Supports proactive planning/budgeting and real time accuracy
Custodian management
Promotes overall laboratory organization by assigning custodians for samples and tests
Maintains the Chain-of-custody (CoC)
Test management
Accommodates pre-loaded test protocols to quickly assign tests for incoming samples
Accounting for sample and inventory quantity
Automatically deducts sample and inventory quantities when consumed in tests
Package & shipment management
Manages incoming samples and samples that have been subcontracted to other laboratories
Electronic data import
Electronically imports test results and metadata from integrated instruments
Eliminates manual typographical errors
Report management
Generates accurate, customizable, meaningful and test reports for clients
Allows user to include signatures and additional sections for professional use
21 CFR Part 11 compliant
Authenticates laboratory activities with electronic signatures
ISO 17025 accreditation
Provides traceable documentary evidence required to achieve ISO 17025 accreditation
Audit trail capabilities
Adheres to regulatory standards by recording comprehensive audit logs for laboratory activities along with the date and time stamp
Centralized data management
Stores all the data in a single, secure database facilitating quick data retrieval
Workflow management
Promotes better data management and resource allocation
High-configurability
Enables modification of screens using graphical configuration tools to mirror testing workflows
State compliance systems
Integrates with state-required compliance reporting systems and communicates using API
Adheres to regulatory compliance
Creates Certificates of Analysis (CoA) to prove regulatory compliance for each batch as well as batch-by-batch variance analysis and other reports as needed.
Data security & confidentiality
Masks sensitive data from unauthorized user access
Cloud-based LIMS encrypts data at rest and in-transit while transmission between the client and the server
Global accessibility
Cloud-based LIMS provides real-time access to laboratory data from anytime anywhere
Real-time collaboration
Cloud-based LIMS enhances real-time communication within a laboratory, between a laboratory and its clients, and across a global organization with multiple sites
Table 1. Key functionality and benefits of LIMS for cannabis testing laboratories
Upon mapping the present day challenges faced by cannabis testing laboratories, adopting laboratory automation solutions becomes imperative. Cloud-based LIMS becomes a valuable tool for laboratory data management in cannabis testing laboratories. In addition to reducing manual workloads, and efficient resource management, it helps labs focus on productive lab operations while achieving compliance and regulatory goals with ease.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.