Figure 1: Precision aeroponics at FarmaGrowers GMP Facility, South Africa
Every objective has to have a vision and a vector of where you want to go and what you want to achieve. “Winging it” is okay for an innovative artistic endeavor where creativity is spontaneous and one-of-a-kind art is produced. Unfortunately, that is not how one creates a top-quality cultivation operation.
Customers expect guarantees of consistency; quality assurance means a purchase is safe to consume. Medicinal products around the world require Good Manufacturing Practices (GMP) certification. These are really just SOPs that document repeatable procedures to guarantee that the most recent batch offers the same results as the first certified effort. This brief covers the importance of documented operating procedures for a successful grow business with high quality customer results.
Figure 2: The objective – trichome covered flowers, DanCann, Denmark
Almost nobody gets excited about discussing quality, but experienced manufacturers know that quality control reduces waste and improves operations. Everyone learns that they have to implement feedback, improvement and quality control procedures to guarantee profitability and longevity in any business.
So, what is an SOP? A standard operating procedure defines ‘a task’ to be performed ‘at a location by a person or a role on a specific schedule.’ These definitions will include role definition, responsibilities, personnel training, equipment & service procedures, material handling, quality assurance controls, record keeping, approved procedures & instructions, documentation, references and appendices, all of which define your business and how it is to operate.
Now, you might ask, we are just growing plants, is all this really necessary? The short answer is, it depends. If you expect to export globally, do business in Europe and other markets, get licensed by Health Canada or some day be approved to ship to other States, then yes. If you are a regional craft cannabis supplier, maybe not, but there are many tasks that are required to grow where a better documented process can benefit your operation and the quality of the product delivered to your consumers.
Figure 3: Flower maintenance, DanCann, Denmark
We provide a bulleted list of recommendations in the full white paper but to touch on a few highlights that every operator should keep in mind, SOPs define the following structures for your business.
Personnel training is done for ‘this task, in this way’ & ‘this role is responsible’
Job descriptions reduce misunderstandings and increase worker ownership in your facility. Documenting your activities minimizes task overlap and conflicts that can lead to no one executing on something that may be important but not urgent. You want to eliminate employees thinking “I didn’t know it was my responsibility.”
Consultants or visitors must be aware of and follow the same requirements as your employees if you are to maintain the quality of your grow. Specific training should be given to anyone that handles or works around toxic chemicals. Safety sheets are not just paper; They keep people alive.
Equipment & Service Procedures
Be direct and specific in your task definitions, i.e., “Use 5ml of soap, clean until no plant matter or debris remains.”
Figure 4: Full GMP certified facility, FarmaGrowers, South Africa
Ideally, grow facilities, equipment and access will be designed with cleaning in mind from the start. This is not always possible but it is the mark of successful manufacturing or production companies.
Cleaning, cleaning, cleaning: think sterile, food safety and consumer consumption protections. SOPs should define cleaning methods and materials. This cleaning is done on schedule and aligned to your preventative maintenance and calibration requirements. Precise results require precise structure for any long-term operation.
We recommend that you integrate pictures and videos in the instructions for your procedures and training so that nothing is left to chance or misinterpreted.
Material Handling, Containers, Labels, Quality Assurance
Personnel contamination/cross-contamination are the death of any grow operation. Do everything you can to limit stray or wandering plant material, dust or debris from migrating from one grow room or area to another. Isolation is a good way to limit outbreaks to a specific room to minimize losses.
Figure 5: Documented SOPs must be followed & reviewed regularly
If something nasty happens to one of your rooms. Good labeling enforced by your quality assurance team is a simple way to increase the likelihood that employees will do a task as intended. This adds to your repeatability as people change jobs or roles are redefined.
Approved Procedures & Instructions
Quality assurance is all about repeatability and intended outcomes. Documenting procedures and intended use enables every new employee to follow the experience of the masters and duplicate their success. Testing, sampling and logging your results along the way enables you to know that you are on schedule and on process, so you can predict your results every time.
Part of your continuous improvement approach will be to deal with exceptions that are not covered by your procedures. Learning about those exceptions and capturing your experience with an improved method will lead to better outcomes the next time around.
Documentation, References, Appendices
Figure 6: Flower sealed & ready for export, DanCann, Denmark
You’ve done all of this hard work to capture your operation, so you need a complete library of your reference work and approach that employees can access. It does your operation no good if you capture your methods and no one ever looks at them again. Training cycles and reviewing your defined procedures is key to a consistent high-quality result.
Hero Award
Standard Operating Procedures (SOPs), Good Manufacturing Procedures (GMP) and Good Agricultural & Collection Practices (GACP), are all terms that will become more familiar as cannabis production joins into one global market. Professional results will be required and national or international certifications will be the guarantees that any global customer can trust that a product meets the standards they expect.
We have many customers in North America and around the world. but DanCann Pharma is the most aggressive when it comes to meeting international standards and results. Producing flower that is so pure that no irradiation is required for export, the DanCann operation is fully certified for production throughout Europe and they are sold-out of capacity for the coming year. They are currently expanding their operations in Denmark and are a solid example to follow for a well-defined repeatable operation. FarmaGrowers in South Africa is a close second in this race with multiple export certifications of their own. The future looks bright for both of these global operations.
Cannabis cultivators across the U.S. are confronting plummeting wholesale prices and tighter profit margins. Operators in Pennsylvania say flower prices have fallen from around $4,000 a pound to around $3,000, on average, and prices in the more mature markets of California, Oregon and Colorado have experienced extreme volatility. Prices in those states are averaging around $700 per pound but of course, that’s an average. There are whispers that prices are as low as $150, revealing how bad the situation really is.
Oversaturation of legal cannabis affects commercial growers everywhere. For example, when Oklahoma opened its free-wheeling medical cannabis program with unlimited business licenses, the pipeline of cannabis from legacy markets in California was disrupted and a glut of flower from the gray market began to influence pricing within the state’s legal market. Although cannabis is not federally legal and interstate commerce is banned, what happens in one state definitely affects what happens in another.
Competition in legal markets has also increased dramatically in recent years as multistate operators expand their footprint and consolidation proliferates. Vertically integrated cultivation, manufacturing and retail is becoming unsustainable for many mom-and-pop businesses, while MSOs can leverage their cash and resources to weather the current storm.
Economic Viability Meets High Quality Production
All of this news is not necessarily negative, but it’s a definite cautionary tale: Being complacent opens opportunities for others. Growing cannabis is complex. It is working with a living and breathing machine. Some businesses fail because operators are not able to find the perfect blend of horticulture, plant science and manufacturing efficiency necessary for success. Some see it simply as a manufacturing concern, others a scientific endeavor, and still others as an artform. An understanding of growing cannabis as a blend of all three is paramount.
Just like the LED evolution, other new cultivation technology is here to stay and should not be brushed off as just experimental
Squeezing more high-quality product out of existing facilities is essential. Costs for labor and electricity are relatively fixed, so operators must turn to technology to improve yield, quality, consistency and plant health without increasing operating expenses.
Over the years, growers have often resisted change surrounding what they view as “the way” or “the best,” but with the industry in such distress, the time is now to address facility inefficiencies.
Much like the evolution of LED use, there might be an initial skepticism at the cost and real value of new cultivation technology, but the economics are too compelling to ignore. The majority of all indoor grows now use LED. The progression from single-ended bulbs, to double-ended HPS, to LED is analogous to plants on the floor of a grow facility, to rolltop benches, and now to vertical farming using racks.
Vertical Cultivation Science
Crop steering applies plant science directly to commercial production. The methodology is based on the idea that plants can be manipulated to grow and perform a certain way. For cannabis plants, the science really comes into play with inter-canopy airflow.
When airflow occurs under the surface of the leaf of the plant, the stomata opens and gas exchange increases as water vapor and oxygen are released and carbon dioxide is absorbed. The micro-barrier of air trapped against the leaves is broken and the exchange of gasses and energy in the cultivation environment is improved, enabling the entire grow to increase its yield. And while CO2 supplementation is widely used and has been for years with positive effect, the under-canopy airflow provides greater efficiency relative to the operating expense of pumping CO2 into the grow room. Money can be saved by applying science to encourage the plant to uptake the extra CO2 that has been naturally released.
Proper Drainage Is Also Key
Controlling the space with proper drainage will keep a host of problems at bay
Drainage issues like the puddling of water in vertical farming are detrimental to the efficiency of a cultivation facility. Even when growers use precision irrigation techniques to give the plants pinpointed irrigation volumes over different time periods, rack systems can still suffer from drainage issues. That means that affected plants are not receiving the precision irrigation strategy and the entire purpose of the scientific application is defeated.
Precise drainage is critical because standing water opens the door to root born disease, pests, and microbial issues. Spray regimes can address this problem, but they cost money. The key is to reduce dependency on mitigation efforts by better controlling the agricultural space and improving outcomes with a scientifically approached plan.
Greenhouses, warehouses and vertical farming facilities all have potential environmental issues that reduce their economic viability, but with proper vertical air movement, drainage equipment and an understanding of microclimates and how to address them scientifically, efficiency and product quality are enhanced.
Time to Embrace Change
As with any industry, there is resistance to adopting new technology in cannabis cultivation. The original and legacy players will always claim they know how to best grow their plants, but the reality is that the business needs must be addressed.
As canopies increase within a facility, advancements like robotics, LEDs and advanced airflow technology define how the industry operates and continues to improve. Efficiency keeps business alive—cannabis growers must continually assess their operations and make the capital investments that will pay off as wholesale prices continue to decline.
In an emerging industry like cannabis, there’s always going to be the latest and greatest tool or technology to improve operations that are just in their infancy. In fact, as a cannabis business operator, it’s likely you hear from at least one or two salespeople a week, selling the next best thing to make your operations that much more efficient.
But, not every piece of technology or tool is well-suited for each individual operation. Even more, some solutions are just temporary band-aids and aren’t built for longevity or for the future maturation of the budding industry.
Of course, at a time when cannabis businesses are struggling to even turn a profit – it’s even more important to look at your processes, and automate or optimize what you can to increase your bottom line.
So, how can you make the right decision when it comes to making an investment in automation technology? Keep reading to learn the top 3 tips for successfully vetting automation tools for efficacy, efficiency and cost-effectiveness.
Tip #1 – Identifying what to automate
The goal of streamlining operations with automation technology isn’t to ‘automate anything and everything’. It’s automating the right parts of production to help scale growth and increase profitability. To do so, operators should look at bottlenecks in their production line or process.
An automated pre-roll infusion robot
Once you’ve identified the areas that slow production, it’s time to look at which areas are better candidates for automation than others. For instance, tasks that are highly variable are not ideal for automation. That’s because every time a variance occurs, you’ll spend extra time and effort reconfiguring your automation tool or technology to match.
It’s those bottlenecks in production that are repetitive and don’t vary often that are optimal to increase efficiency. For instance – infusing pre-rolls, filling vape carts or packing master cases would be prime candidates for automation.
To dip your toes into the automated waters – find one of those highly repeatable tasks, purchase a small, cost-effective solution and see just how it impacts productivity. If you see that a small change made a big difference – there’s scalability. After this due diligence, you can move forward in contacting more robust manufacturers for improved equipment designed for long-term use and wide scale implementation.
Tip #2 – Choosing the right manufacturer
Speaking of manufacturers – choosing the right one is just as crucial. It shouldn’t come as a shock that not all technology or equipment can be treated equally. If the type of automation technology or equipment you choose is produced by a variety of manufacturers, here are the top things to consider when deciding which is right for you:
Customer support – You might think, ‘how hard can it be’ or fall for the sales pitch that a tool or piece of equipment is so easy to implement – reliable, dependable, and accessible support isn’t necessary. But that could not be farther from the truth. When questions or issues arise with the automation technology you choose – you don’t want to lose time, production, or money while you wait for a solution. Even though technology with customer support may cost more upfront, think of it this way. You’ll either pay up now or later. So, what will you choose? Paying a premium from the start to hit the ground running with 5-star equipment, technology and support? Or, saving a couple of bucks now, just to lose time and productivity due to a lack of customer support and lower-quality technology later.
Manufacturer experience – In cannabis, most manufacturers come from other fields and lend their experience and skills to new areas of operation and production. That means you’ll want to take a hard look at the team’s core roots and where they come from to understand just how their work will translate. Looking for professionals who are trained in high-tolerance, precision engineering is ideal for automation. Working with teams with this temperament ensures that they typically hold themselves to a high standard. Just remember, the team you’ll work with is a culmination of people who create a result. It all comes down to whether the team you choose has a track record of doing so, and how well they’ve served prior customers, too.
Customer reviews – Want to discover how good or bad the team is, beyond what they tell you themselves or before it’s too late? To truly find out, ask their past or current customers.
Tip #3 – Learning from others
Of course, looking at successful operations and what they’ve chosen to automate for efficiency always helps, too. So, what is one common area that operators are increasingly optimizing for significant ROI on automation investments and efforts?
Most operations can increase efficiency by automating labeling.
Label applications. Label application is one process that almost any cannabis business can see an immediate return on investment in, across the board. While other areas of automation will vary and rely heavily on your volume, individual bottlenecks, and unique drops in productivity – most cannabis operations can increase efficiency by automating this non-varying, highly repeatable task.
The Final Word – Using Automation To Your Advantage
Automation technology exists for a good reason. It helps cannabis business operators maximize efficiency, stay in compliance, reduce costs over time and, in turn, increase profits. But the wrong automation technology for your processes won’t do anything of the sort. It will only muddy operations, waste precious capital and set you back in the long run.
So use these three tips to find the right automation technology tools, software and solutions to use to your advantage – before your competitors get a leg up.
The adult beverage industry, like any other category of consumer branded products, is driven by trends. If you’re old enough to remember Bartles & Jaymes wine coolers, you probably also remember Zima and Smirnoff Ice, and more recently “healthy” options like Skinny Girl and Michelob Ultra. The sensation that was craft beer saw many brands being acquired by Big Alcohol so that while the brands remain, ownership and production have changed significantly. Gin, tequila and vodka have had their moments in the sun and the current market is undeniably saturated with what is probably the largest current trend – hard seltzers. However, with the seltzer craze waning, many are wondering what’s next. And with the growing sober/California sober trends, some are betting it is cannabis-infused beverages.
Cannabis-infused beverages offer both an alternative method of consumption of cannabis and are also an attractive alternative to alcohol. Infused beverages are more appealing to the new demographic of casually curious cannabis consumers. i.e., consumers that may not be interested in smoking a joint or vaping, but are comfortable micro-dosing from a can or bottle, as they would a seltzer or beer. The same type of consumer may be moving away from alcohol consumption to eliminate hangovers or other negative health effects.
The emerging market and curious consumer group present an enormous opportunity right now for cannabis-infused beverage brands. Of course, with opportunity and growth come challenges. And while cannabis-infused beverages face a host of legal and regulatory challenges relative to sourcing, manufacturing, packaging, labeling, shipping, marketing, distribution and sale, one of the most critically important business assets to address at inception is the brand.
Lines are Blurring, Gaps are Being Bridged
The U.S. cannabis market is currently a geographic hamburger. Hear me out: Geographically, you have a relatively mature market out west and a relatively new and growing market along the east coast. These are the buns. You have a mixed bag in between, with some states coming online and allowing medical or adult use cannabis use and others that have not yet embraced any form of legalization. The landscape has lent itself to the development of regional brands, such that brands that are so similar they might otherwise confuse consumers, have been able to co-exist in different regions without issue, or because there is little to no trade channel or market overlap. Similarly, adult beverages and cannabis have historically been separate verticals, with an arguably low likelihood that a consumer would assume a particular cannabis product and adult beverage product emanate from the same source.
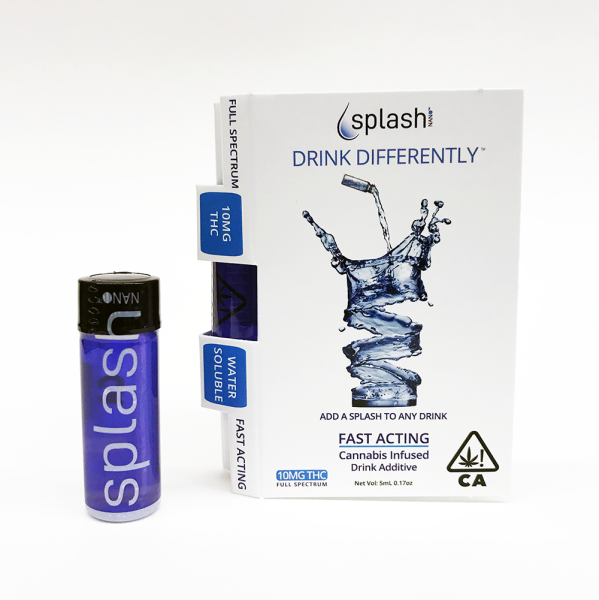
A drink additive, made by Splash Nano, that uses nano emulsion technology
However, lines are blurring and gaps are being bridged. Walls are breaking down. The increasing number of states coming online with legalized cannabis, and the proliferation of multi-state operators (MSOs), means that cannabis brands can grow to be more than siloed regional brands. This will inevitably lead to brands that previously co-existed bumping into one another and there’s bound to be some pushing and shoving. The advent of infused beverages likewise bridges the gap between cannabis products and alcoholic beverages. While the respective industries were not historically per se related, competing, or overlapping, now you’ve got infused beverages that bridge the gap between the two, and traditional alcohol brands (e.g., Boston Beer Company, Molson Coors, Lagunitas, Pabst.) entering the market (albeit under different brands). This makes a strong argument that cannabis and alcohol (or, more generally, adult beverages) are within each other’s logical zones of expansion, for purposes of a likelihood of confusion analysis.
The growing pains infused beverage brands will experience are analogous to those craft beers saw in the 2000 – 2010s. Many craft brewers had catchy, cheeky names and brands that contributed to their ability to engage consumers and develop a following, but failure to clear and protect the brands prior to launch detracted from the brands’ market values. Localized use prior to expansion also led to many brands bumping into one another and stepping on each other’s trademark toes. This was significant as the brands sought investment dollars or an exit strategy, making clear that the brand itself contributed heavily to valuation.
Mitigating Risks and Overcoming Challenges: Search and Protect
The risks and challenges can be significantly mitigated and/or overcome with proper preliminary clearance searching and assessments, and by seeking and obtaining state or federal protection for the brand or brands, to the extent possible.
Quatreau CBD infused sparkling water
Of course, clearance searches and assessments come with their own challenges, as does federal protection. With respect to clearance searches, these typically look at U.S. federal and state trademark databases. These resources are not sufficient for purposes of clearing a proposed cannabis brand. Many brands are not recorded at the federal or state level and indeed may not even show up in a basic search engine. An appropriate search looks at social media resources like Instagram, Twitter, Facebook and known cannabis resources like Leafly and Weedmaps. Additionally, the scope of the search should exceed cannabis products and services and at least look at alcohol and merchandise. Adoption and use of a brand for a cannabis-infused beverage is high risk if that brand is similar to a prior existing alcohol brand. A current example is Cointreau’s taking aim at Canopy’s adoption and use of QUATREAU for an infused beverage.
A U.S. federal trademark registration presents its own unique challenges, but is incredibly valuable and beneficial to a brand since it provides the owner with a nationwide presumption of ownership and validity in a trademark, and can also secure priority for the owner with a constructive first use in commerce date that is years before actual use of a mark begins. The U.S. Trademark Office categorically denies protection of brands that violate its “lawful use” rule, and will treat as per se unlawful any applied for mark that covers marijuana, or that covers foods, beverages or pharmaceuticals that contain CBD. With respect to brands that cover products containing THC, since it is federally scheduled, use of the brand would violate the Controlled Substances Act (CSA). With respect to brands that cover CBD or products containing CBD, these may be lawful pursuant to the Farm Bill and the U.S. Trademark Office’s subsequent allowance of marks that claim CBD “solely derived from hemp with a delta-9 tetrahydrocannabinol (THC) concentration of not more than 0.3 percent on a dry weight basis,” however under the Food Drug Cosmetics Act (FDCA) it is currently federally unlawful to introduce CBD – even if it fits the definition above – into foods or beverages.
Even if cannabis is not specifically claimed in a trademark application, cannabis brands have a natural gravitation toward names and logos that can do some of their marketing for them, and announce to the world they cover cannabis. This increases the chances that a trademark application for the brand will get push-back from the U.S. Trademark Office, and if not at the initial review stage, then at the point in time when the brand must submit to the U.S. Trademark Office a sample of (lawful) use of the applied-for mark. While this all sounds like bad news for cannabis-infused beverages, all is not lost.
There are typically ancillary and federally lawful products and services cannabis companies offer under their brands that can be covered in a U.S. federal trademark application, and arguments to be made that registered protection of a brand for the ancillary items should be sufficient to enforce against third parties using the same or confusingly similar brands in their space. Some cannabis brands’ lawful ancillary products are actually product lines (e.g., beverages) offered under the same brand that contain no cannabis. Others may be more causally related, like online forums and blogs. The former is closer to the actual product, and the latter would be more beneficial to a brand that is inherently stronger and more distinctive. One note of caution: A trademark application and eventual registration that expressly disclaim cannabis (THC or CBD) may be difficult to enforce against a third party using the same or a similar mark on and in connection with cannabis. So, while there is a natural inclination to follow a U.S. Trademark Office request to disclaim coverage of cannabis, there may be enforcement consequences down the road.
The cannabis-infused beverage market is poised for explosive growth. The brands that survive – and succeed – will be those that position themselves for growth by clearing and buttoning up their brands as early as possible. The market leaders will be those that select strong and distinctive brands, with geographic and market space around them for growth and expansion; and those that protect and enforce their brands, to the extent possible, at the federal and/or state levels.
cGMP Certification: What it is, Can you get it, and What does it take
Kim Stuck, Founder & CEO, Allay Consulting
Kim Stuck, a former cannabis regulator for Denver Department of Public Health and Environment now turned compliance consultant for the cannabis industry will be sharing her experiences and discussing quality assurance in cannabis when it comes to cGMP Certification. She will be explaining what cGMP is and:
How it fits in the cannabis industry
What the steps are to gaining cGMP Certification
Tips on how to be successful in the certification process.
TechTalk: Columbia Laboratories
Jessa Youngblood, Food & Beverage Market Coordinator II, Hardy Diagnostics
From Idea to Product: How to Launch an Edible
Katherine Knowlton, Founder, Happy Chance
Kalon Baird, Founder & COO, Splash Nano
Learn everything you need to know about launching an edible product from two experts currently doing just that. Attendees learn about finding a niche, quality, the supply chain and the retail ecosystem.
Food Safety for Infused Edibles
Steven Gendel, Ph.D., Gendel Food Safety
This presentation takes a deep dive into current regulatory programs, why standardization is crucial, the importance of food safety in edibles, the importance of the ingredient supply chain and some shortcomings in current regulations.
Why Are Infuser Licenses Tricky?
Sumer Thomas, Director of Regulatory Operations, Canna Advisors
Brian Harris, Project Manager, Canna Advisors
Attendees of this session will learn:
Learn how being in the middle of the supply chain complicates everything
What is different about capital requirements
How team member requirements are make-or-break for your success
Cannabis risks have always outpaced the availability of insurance, in large part because of its status as a federally illegal substance and the dangers in extraction and production. But it now shares many of the same risks as other industries — catastrophic crop damage, cyber risk and a shortage of skilled workers.
With legalization becoming more common, the industry is positioned for enormous growth despite these challenges. However, enterprises that will benefit the most are those best positioned to manage risk.
Here are four obstacles to growth in the industry in 2022 and how enterprises can combat them:
Cybercrime will be the top manufacturing risk
Both cybercrime and cannabis have experienced major booms since the start of the COVID-19 pandemic. Cannabis companies watched as healthcare and pharmaceutical organizations were hit hard by cybercriminals in 2020, and now the threat could be headed their way.
For retailers, the vulnerability often lies in their POS tech
For cannabis retailers, the vulnerability lies in their dependence on point-of-sale tech, while the threat for cultivators exists within their strong use of intelligent automation to manage the grow environment. Across the industry, the lack of sophisticated IT security systems is like a beacon for bad actors.
Nearly 60% of cannabis businesses say they haven’t taken the necessary steps to prevent cyberattack, but the winds are changing. Due to these concerns and the growing attention on cybercrime in the industry, cyber coverage is expected to rise 30% or more in 2022, which puts the onus on risk management practices that will help prevent cyberattacks and ensure coverage from insurers concerned about risk.
Barriers to business growth may result in more M&A
As of summer 2021, 18 U.S. states have legalized adult use and 37 states have legalized medical cannabis.
While this is opening opportunities for many cannabis businesses, the U.S. remains a complicated market. Federal regulations continue to hinder even more cannabis industry growth by restricting lending to the industry from traditional banking and financial institutions. While it’s not illegal to do service with the cannabis industry, many institutions stay away due to its high risk.
Smaller cannabis companies are impacted most heavily by this barrier and await passage of the Secure and Fair Enforcement (SAFE) Banking and Clarifying Law Around Insurance of Marijuana (CLAIM) Acts to allow easier access to capital. Together, these two acts of legislation will provide guidelines on how to work lawfully with legal cannabis businesses and prohibit penalizing or discouraging institutions from working with them.
In the meantime, M&A activity is expected to increase in 2022 as large cannabis businesses have the means to access capital and acquire these small companies. This includes Canadian cannabis companies, unburdened by federal restrictions, who are expected to increase their cross-border mergers and acquisitions.
Severe weather isn’t easing up
Extreme natural catastrophes are no longer rare, and they have only added greater uncertainty to the industry which has always had difficulties securing crop insurance.
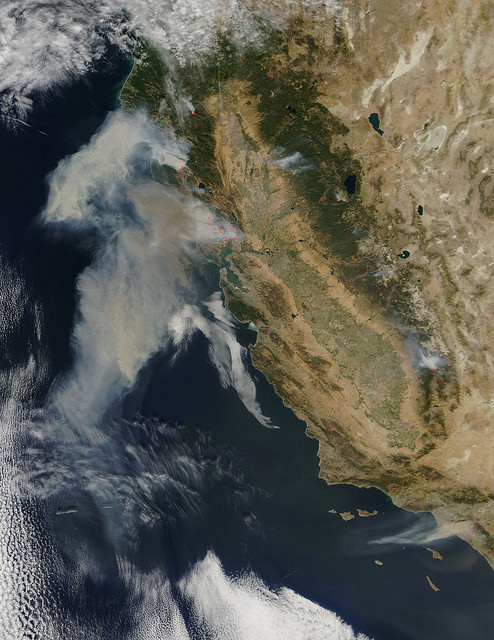
NASA’s Aqua satellite took this picture of the smoke over California in 2017 Photo: NASA
For example, policies that transfer wind and hurricane damage risk in Florida or wildfire and smoke taint in California are virtually non-existent for cannabis — and for outdoor growers, a single weather event can wipe out an entire crop with no recourse.
One possible solution for cannabis companies that cannot secure traditional crop insurance is parametric insurance, which pays out in full when a weather element reaches a threshold, regardless of the actual damage.
Growers with indoor operations, or those considering moving that way, must cope with energy conservation initiatives. Measures like the one in California that would require indoor growers to use LED lighting by 2023 could cost the industry millions and present a direct threat to small operations’ viability. This makes it important for cannabis producers to institute conservation measures and undertake risk mitigation measures like improved safety measures at indoor growth facilities ahead of 2022 renewals.
As a continually emerging market, cannabis risks are great. Adding to these pressures is the growing impacts of climate change and cybercrime raising the bar even further. Growth for the cannabis industry in 2022 will depend upon strong risk management solutions and the ability for cannabis companies to implement them.
Ross Kirsh launched Dymapak in New York City in 2010. Born into a family with a storied history in manufacturing, he founded the company after working for several years in Hong Kong where his interests, skills and passions for product development took shape.
Filling a niche for smell-proof bags in smoke shops, the business grew as he immersed himself in cannabis markets around the country. After designing and inventing a patented, first of its kind child-resistant pouch for Colorado’s first adult use sale in 2014, the business has continued to achieve global scale and today is recognized as the worldwide leader in cannabis packaging.
While the cannabis industry has long drawn the ire of environmentalists because of its energy problem when it comes to cultivation, the packaging side of the business faces very similar issues; the cannabis industry also has a plastic problem. In most states where cannabis is legal, state regulations require producers and dispensaries to package all cannabis products in opaque, child-resistant packaging, with several states requiring dispensaries to place entire orders inside large, child-resistant exit bags prior to customers leaving with their purchase.
Dymapak, led by Kirsh, is working on initiatives to help address environmental sustainability in cannabis packaging and turn interest into action industry wide. Ross will offer insights and the business’s action plan at the upcoming Cannabis Packaging Virtual Conference December 1. And ahead of that chat, we caught up with him to learn more.
Aaron G. Biros: Tell me a bit about yourself and how Dymapak came to be. What brought you to the cannabis space and where you are today?
Ross Kirsh, CEO of Dymapak
Ross Kirsh: My family has deep roots in manufacturing. Back in the mid 1970s, my uncle and his brothers all launched separate manufacturing businesses after one of the brothers moved to Hong Kong to open a handbag and luggage factory. The 70s happened to be a unique time to work abroad in Hong Kong given few US companies were operating there when China first announced its open-door policy around 1979. And as you can expect, he became a sourcing agent for many large companies in the US who needed trustworthy boots on the ground.
I went to college, pursued IT and in the back of my mind always knew product development and the manufacturing process was too interesting not to follow. I already knew Hong Kong was ripe for learning entrepreneurship so I went abroad to learn more, and fell in love with the culture, the opportunity and the people. Immediately after graduation, I moved to Hong Kong. I began working with my family, who taught me the trade – end to end. I helped develop several product lines and lived next to one of our factories in southern China to immerse myself.
After 3.5 years abroad, I began running sales operations back in the US. Fast forward a year back in the states, I had unique customers that owned tobacco and smoke shops telling me that cannabis packaging existed in the market, but not really what everyone was looking for. In truth, the business was born the minute a customer said, “Can you make me a retail ready smell-proof bag?” I figured I could, and the rest – as they say – is history.
What began and was established in 2010 truly took shape at an accelerated pace in 2013, when my relationship with one of the first dispensary owner/operators in Denver – Ean Seeb of Denver Relief – came with a golden opportunity; Invent a child resistant package for cannabis, one did not exist but it was mandated under Colorado’s first-ever recreational cannabis regulations. I spent 7 out of the next 8 weeks in China developing a solution and am proud to say our bag was used in the first recreational sale when Colorado went legal in January 2014. From there, the business grew rapidly, and organically throughout the industry.
Biros: Environmental sustainability is a big issue for cannabis. Not just on the energy intensive side, but particularly when it comes to packaging and its plastic problem. How is your company approaching this issue and are you working on any initiatives to eliminate or reduce plastic waste?
Kirsh: We recognize firsthand the issues that plastic presents. While the material is full of advantages, the disadvantages are both imminent and critical to understand.
What many don’t realize is, for most cannabis packaging that’s recyclable to actually BE recycled, the customer must first find a drop off location, either at a dispensary or elsewhere that accepts the material. The process relies exclusively on the consumer to take action because the products cannot be recycled curbside. And unfortunately, the stats show that very few consumers take the time to bring the packaging back in order to recycle it.
So, yes, we produce recyclable bags in our portfolio, but we really want to get to the source of the problem here – pollution. We looked in a few different areas. And we developed a different bag made with 30% post-consumer resin, meaning 30% is made from reused plastics.
Even more, we recently partnered with a socially conscious, industry leader in the space, Plastic Bank, which builds regenerative, recycling ecosystems in under-developed communities. They work to collect plastic waste from the ocean – extracting it to ensure its opportunity to enter the recycling ecosystem. Through our partnership with Plastic Bank, we’ll help prevent more than six million plastic bottles from entering the ocean this year alone. And I’m really proud of that.
Biros: Where do you see the cannabis packaging industry going in the next five years?
Kirsh: I think that’s a fascinating question. Sustainability will play a huge role in the future of this market. Just like we are seeing single use plastic bags being phased out across the country, we’ll see that happen to other areas too as part of this larger trend.
I predict more on-time and on-demand needs in the future; the ability to see traceability in real time, similar to the pharmaceutical industry. People will expect batch numbers and lot numbers, with data, in real time. It’ll become central to the business.
Gaining and cultivating trust will be another big hurdle for companies in this sector soon. With federal legalization comes a greater sense of professionalism and more sophistication for the market.
Yet, the continued pressure on environmental sustainability will be the biggest change in the next five years. When you look at sustainability in the packaging industry, paying attention to the format or choice of material should be top of mind. For example, if you’re shipping a glass jar, the amount of space that takes up in a shipping container has a huge impact on the environment, what’s called a hidden impact. One shipping container can hold millions of bags, but you need eight shipping containers for glass jars to get the same amount of storing capacity. That’s about efficiency, which is a bit more hidden, and I hope that consumers will become more and more knowledgeable about what companies are doing to stay environmentally sustainable.
Biros: Ross, thank you very much for your time today.
In this “Flower-Side Chats” series of articles, Green interviews integrated cannabis companies and flower brands that are bringing unique business models to the industry. Particular attention is focused on how these businesses integrate innovative practices to navigate a rapidly changing landscape of regulatory, supply chain and consumer demand.
4Front Ventures Corp. (CSE: FFNT) ( OTCQX: FFNTF) is a multi-state operator active in Washington, Massachusetts, Illinois, Michigan and California. Since its founding in 2011, 4Front has built a reputation for its high standards and low-cost cultivation and production methodologies earned through a track record of success in facility design, cultivation, genetics, growing processes, manufacturing, purchasing, distribution and retail. To date, 4Front has successfully brought to market more than 20 different cannabis brands and nearly 2,000 unique product lines, which are strategically distributed through its fully owned and operated Mission dispensaries and retail outlets in its core markets.
We interviewed Andrew Thut, chief investment officer of 4Front Ventures. Andrew joined 4Front in 2014 after investing in the company in 2011. Prior to 4Front, Andrew worked in investment banking and later moved on to public equity where he was a portfolio manager at BlackRock.
Aaron Green: How did you get involved in the cannabis industry?
Andrew Thut: I came at it from the investment side of things. I started my career as a junior investment banker right out of school and then I was a public equity analyst and Portfolio Manager. I ran small-cap growth portfolios for BlackRock where I was on the team for a better part of 11 years.
Andrew Thut, Chief Investment Officer of 4Front Ventures
One of my friends, Josh Rosen, who came from the finance industry, got interested in the cannabis industry really in 2008. He founded 4Front as a consulting company officially in 2011 and I came in as an investor. After that original investment, I left BlackRock and I was looking for something different to do. I was tired of chasing basis points and running public market portfolios. Josh said to me “This industry needs more talent,” and I became more and more involved at 4Front as the years went on. In 2014, I came into the business full time. Originally, I was someone that was kind of the gray hair in the room when we were applying for licenses. We had to go to different municipalities and convince them that we were going to be responsible license holders. I also spent a lot of time on the capital raising side for our business leveraging my career in corporate and more traditional public finance. These are incredibly complex businesses that require a fair amount of capital in some places. So, that’s how I originally got into the business.
These are complicated businesses in a lot of cases. The “sausage making” in cannabis is incredibly complicated. There’s friction at every step along the way. As an example, when you’re buying a building where you want to cultivate your product, you can’t get a mortgage from a typical bank.
While those of us that have been in the industry like to gripe and complain about it, this friction is also the opportunity. Because more traditional investors can’t invest in this industry yet, it allows us more time to build our businesses and have some protective moats around it from a competition standpoint until those folks do come in. So, all this friction is a pain and it’s brutal, but it’s also the opportunity here in cannabis.
Green: Can you speak to the transformation of 4Front from consulting to MSO?
Thut: The original business was consulting. Our original investor was sensitive about touching the plant – it’s one thing to offer services to a federally illegal business, it’s another thing to directly run a federally illegal business. For example, 4Front would have consulting clients that were interested in acquiring a license in Massachusetts. Because of our expertise and our standard operating procedures, we could apply for licenses in limited license states on behalf of our clients and help them show regulators competence and give the regulator’s confidence that these operators knew what they were doing. So, we would help our clients win the licenses and then once those licenses were won, our operations folks would come in and help them get up running.
When I came into the business we said, “well, geez, we have quite a track record helping clients win licenses and get open. If we’re good at winning these licenses and getting them open, why aren’t we just doing this on our own behalf?” So, in 2015, we shifted the business from consulting to being a multi-state operator. We leveraged our capabilities in regulatory compliance and winning licenses to go and get those on our own behalf. We also leveraged our financial expertise in M&A to add to our portfolio, so what we ended up with was a seven-state portfolio at the time.
Green: Chief Investment Officer is an uncommon title, even in the MSO space. What does your day-to-day look like?
Thut: I spend an awful lot of time helping management plot our strategy, and then figuring out how we are going to pay for our growth. Not only structuring finances for the company, but also having contact with our existing and new investors.
I spend a lot of my day to day thinking about where we want to be as a business and what geographies we want to be in. If you look at cannabis longer term, we have less interest in being cultivators or farmers. We think that’s going to be the most quickly commoditized piece of the value chain. We like retail as a business, but I think that we have less interest in managing hundreds of retail locations scattered across the country. We ultimately want to be a finished goods manufacturer. What we think is going to matter longer term is establishing low-cost production.
There is a lot of price elasticity in the end markets for cannabis meaning if you get customers a quality product at a much better price than the competitor, you’re going to take outsize market share. To offer that lower price, you have to be efficient. Over the years, we have figured out how to bring the labor cost out of our production. We have 25 different brands with 1000s of different SKUs of products that have dominant market share in states like Washington. And we’re now putting them into Illinois, Massachusetts, California, Michigan, and hopefully New Jersey.
Green: Do you have a preference towards acquisition, or do you seek growth through internal investments?
Thut: We are always weighing build versus buy. We want our products to have dominant market share, or very strong market share in every state we are in, and we have a lens towards what gets us there faster and most efficiently. For instance, we have two cultivation facilities and one production facility here in Massachusetts – about 15,000 square feet of canopy in the state. That will just about serve our three retail locations in Massachusetts.
Back to our bigger investment thesis, we believe that we should be a finished goods wholesaler in every state that we’re in. We know our products are incredibly well received and we know that consumers love our price point. In Massachusetts, for instance, we’re currently evaluating if we need more capacity from a cultivation standpoint and a production standpoint. And if we do where do the lines cross in terms of whether we should build versus buy that additional capacity?
We are currently in five states, including our facility in Washington has dominant market share in one of the toughest markets in the world for cannabis – somewhere close to 9% market share in Washington. Our brands are in the top 10 of every single category from flower to vapes, to edibles everything across the board. And what we’re doing our strategy is simple. It’s taking those tried-and-true products and operating procedures that have been so effective in Washington, and we’re replicating them in other states where we have licenses: Massachusetts, Illinois, and Michigan, California and hopefully New Jersey. We’re looking for more state, but we want to be deep in the states we’re in.
We also have a lot of confidence that you know, having been having translated some of these, having been able to effectively take our Washington success story and port it to other states. We’re looking for other states to sort of bring into the portfolio because we feel like we’re in a position now to stamp it out.
At our facility in Washington, which is the number one edibles manufacturer in that state, we produce the edible Marmas which is our the number one selling gummy in Washington. We produce 3,500 boxes of those in one shift using 25 people in Washington. Our facility is one of the lowest cost producers in the country.
We are opening what we think is going to be a very disruptive facility in Southern California right now. The facility is 170,000 square feet of purely automated finished goods production. So, rather than making 3,500 boxes of our gummy squares in one shift using 25 people, with the automation that we have in California, we can make 30,000 boxes. So, 10x one shift for the same number of people. We look more like the Mars Candy Company than most investors would think of when they see a typical cannabis company. We’re bringing that kind of scale and automation.
Green: What are some of the industry trends that you’re watching closely?
Thut: We keep a close eye on limited license states. States like Massachusetts and Illinois. For various reasons Massachusetts is very tough to get zoned. So, there’s going to be a limited number of players in a state like Massachusetts, which means you can have pretty good moats around your business and pricing will hold up over several years. We love limited license states like that, where price is going to hold up. On the other hand, we’re not afraid to enter a state like California where we think our low-cost production expertise uniquely qualifies us to go into a huge market like that and be disruptive and take a lot of the pie.
“You’re starting to see the market expand. There’s some anecdotal evidence that we’re taking a fair amount of share from the beer industry.”What we’re seeing in terms of industry trends, particularly on the THC side of this business, has just been phenomenally strong. You’ve had robust medical markets where, by and large, we’re seeing those dominoes start to fall quickly and going recreational. When that happens, the size of the market increases – call it from 2% of the population to as much as 10% of the population. So, from a state regulatory standpoint, having states go form medical to adult use is a huge deal in terms of the market opportunity.
We’re also seeing states get a lot more comfortable with the idea of selling cannabis. I’ve been around for close to seven years in this industry. When I started and I went into a municipality, and I said we wanted to open a cannabis store you’d have people following me to my car with pitchforks. As these municipalities open and public acceptance comes around, people are realizing that these stores are providing jobs and providing a good tax base for communities. So, the acceptance of cannabis has a snowballing effect that just continues to roll.
It’s not just the ultra-frequent users of cannabis who are totally driving the bus in terms of the demand growth for your business. You’re starting to see the market expand. There’s some anecdotal evidence that we’re taking a fair amount of share from the beer industry. So, the fundamentals of this industry are phenomenal. I think that we’re probably in the second inning of what is a mega-trend of legalization of cannabis and the investment opportunity here.
Green: I think one of the interesting things about the fundamentals is you’ve got this hardship of 280E, that all the companies are facing, and yet you still have groups that are surviving, profitable and growing. What are your thoughts on 280E’s effect on cannabis businesses? Do you foresee anything happening there?
Thut: There was a huge liquidity crunch in cannabis in 2019, meaning it was hard for people to come up with capital to grow their businesses. You had a bunch of companies that had licenses who didn’t really know how to operate and weren’t really focused on profitability. That liquidity crunch of 2019 made people get religious about being profitable and being efficient with capital allocation. Fast forward to 2021 and if you look at the top 10 cannabis MSOs in the US, I think we’re all profitable.
So, here you have an industry with accelerating top line growth and they’re already profitable. That profitability should only improve as you’re able to leverage your operating expenses and that’s a unique thing. When the internet craze was started in 1999 you had companies that a weren’t profitable, didn’t have business models, and no one really knew what they wanted to be. You have companies here in cannabis that are growing the top line 50% a year, and they’re profitable, and they’re trading at under 10 times EBITDA, which is totally disjointed.
Sen. Schumer unveiling the Cannabis Administration and Opportunity Act
So, that leads me to your question on to 280E. 280E has been a problem. Banking has been a problem. Having to list our companies over the counter instead of on exchanges like the NASDAQ and NYSE – that’s been a problem in terms of attracting capital. But the good news is Senator Schumer, Senator Booker and others have put out some bold initiatives on what they want to achieve from a legalization standpoint. From an investment standpoint, the biggest thing that investors should be focused on is access to banking, which is included in the senators’ proposed legislation.
Once we get access to banking services, the federal government is basically acknowledging cannabis as an industry will be able to not only have more traditional financing for our growth, but it will also lead to uplift into exchanges and real institutions like the Fidelity’s and the BlackRock’s of the world being able to come and invest in these companies. It also acknowledges 280E is an antiquated law. Getting rid of 280E will give us a much lower tax rate and will allow us to have a bigger proportion of our pretax cash flow into growing our businesses rather than having to go outside for that funding. My crystal ball is probably no better or worse than others in the industry, but if you fast forward 18 months to two years, I have a tough time seeing 280E still in place.
Green: Last question here. What’s the thing you’re most interested in learning about in the cannabis industry?
Thut: I’m just fascinated to see how these various business models will play out. People are placing bets on picks and shovels. People are placing bets on whether being a finished goods manufacturer works. People are placing bets on whether a retailer business model is going to win the day.
If you look at the leadership in the cannabis industry today, it’s totally different than it was four years ago. People that were foregone winners four years ago like MedMen had to do significant recaps. I put Acreage in that sort of bucket too. The leadership had shifted and so I’m really curious to see just from an intellectual standpoint, how this business evolves.
I sometimes scratch my head, you know, do you really want to be a cannabis company with 200 retail locations? You’re going to have a tough time growing same store sales in three to five years in 200 retail locations. So, I’m just most curious in proving out our thesis of being finished goods producers and low cost finished goods producers in the value chain. I’m most curious in seeing how that plays out. I think we are seeing our strategy play out in the most competitive markets in the world. We have a high degree of conviction that we’re on the right track here, but our eyes are always open and we’re always making little pivots here and there trying to make sure to stay on top of the sweet spot in the value curve.
If you describe the cannabis industry generically and you didn’t say cannabis, you said “widget” I think it’s the most fascinating Business School case ever presented. If you’re taking this market that already exists, it’s just illegal. So, all it needs to do is switch from the black market to the legal market and then you’re always trying to plot a course and steer the ship towards where the highest value creation can be. So, I’m fascinated to see how it’s going play out here.
Green: That concludes the interview. Thanks Andrew!
Change control, when it comes to quality management systems in manufacturing, processing and producing products such as cannabis edibles or vape pens, is a process where changes to a product or production line are introduced in a controlled and coordinated manner. The purpose of change control process management is to reduce the possibility of unneeded changes disrupting a system, introducing errors or increasing costs unnecessarily.
ASTM International, the international standards development organization, is developing a new standard guide that will cover change control process management for the cannabis and hemp market. The guide is being developed through the D37 cannabis committee.
The WK77590 guide will establish a standardized method for change control process management for cannabis companies so that they can document and track important decisions in manufacturing and quality systems.
For example, an edibles manufacturer would utilize change control process management if they want to use a different type of processing equipment or introduce a new shape or design of their product. Without change control process management, that edibles producer might switch to a new piece of processing equipment without knowing that it requires more energy or uses different raw materials, thus making production unexpectedly more expensive.
While that’s a very cursory example, the premise is simple: Before you undergo a change to your process, plan it out, analyze it, review it, test it out, implement it and make sure it works.
Change control process management can often be summarized in six steps:
Change control is designed to coordinate changes to manufacturing so they don’t disrupt a process.
Plan/Scope
Assess/Analyze
Review/Approval
Build/Test
Implement
Close
Maribel Colón, quality assurance consultant and vice chair of the ASTM subcommittee on cannabis quality management systems, says producers and testing labs will benefit the most from the guide. “As the cannabis industry grows, the quality, expectations, and control challenges grow within,” says Colón. “The creation and implementation of this standard guide will increase cannabis business efficiency and minimize risk, time, and potential cost of poorly managed changes.”
According to a press release, ASTM International is open to collaboration on this as well. Specifically, they are looking for professionals with change control who might be interested in helping advance and develop this guide.
On June 29, 2021, Cannabis Industry Journal is hosting the Cannabis Extraction Virtual Conference. From Noon to 5 pm EST, you’ll get access to five veterans of the extraction market discussing a variety of topics related to the ins and outs of extracting cannabis and hemp.
Hear from subject matter experts who will share their perspectives on cannabis and hemp extraction, supercritical CO2 extraction, post-processing, risk management, hazards and controls, optimization, closed loop hydrocarbon extraction, machine learning algorithms and more.
Alex Hearding, Chief Risk Management Officer at the National Cannabis Risk Management Association (NCRMA) will kick things off with a session exploring the Hazards and Controls of Extraction with Liquified Petroleum Gases. Dr. Markus Roggen, Founder & CEO of Complex Biotech Discovery Ventures, will follow that up with a discussion surrounding the kinetics and thermodynamics of cannabis extraction.
Other talks from the Cannabis Extraction Virtual Conference include:
The Quest to Discover the Limits of CO2 Extraction
Jeremy Diehl, co-founder & CTO of Green Mill Supercritical
The Future of Cannabis Concentrates: Developments in Hydrocarbon Extraction and Manufacturing
Michelle Sprawls, Laboratory Director at CULTA
Process Scale Up in the Cannabis/Hemp Industry
Darwin Millard, Committee ViceChair on ASTM International’s D37.04 on Processing & Handling of Cannabis
You can check out the agenda in its entirety and register here. Attendees will have the opportunity to ask speakers questions during the live Q&A session that follows each session. Registration is complimentary. For sponsorship opportunities, contact RJ Palermo at Rj@innovativepublishing.net
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.