Hazard Analysis and Critical Control Points (HACCP) is a systematic approach that evaluates hazards that may potentially be present in food products that can harm the consumer. The process used to manufacture the product is evaluated from raw material procurement, receiving and handling, to manufacturing, distribution and consumption of the finished product1. The documented process is what is known as HACCP plan. Although HACCP was designed to evaluate hazards in foods, it can be used to assess or evaluate hazards that may potentially be present in cannabis consumable products (edibles and vaping) that can cause harm to the consumer.
HACCP plan development requires a systematic approach that covers 5 preliminary steps and 7 principles. A systematic approach means that each step must be followed as outlined. Skipping a step will result in a HACCP plan that most likely will be ineffective to control potential hazards in the product.
The 5 preliminary steps are:
- Establish a HACCP team
- Describe the product
- Establish the intended use of the product
- Develop a flow diagram
- Verify the flow diagram
The 7 Principles are:
- Conduct a hazard analysis
- Identify the critical control points (CCPs)
- Establish critical limits (CL)
- Establish monitoring procedures
- Establish corrective actions
- Establish verification procedures
- Establish records and record keeping procedures1,2
It is important to mention that HACCP plans are supported by programs and procedures that establish the minimum operational and sanitary conditions to manufacture safe products. These programs and procedures are known as pre-requisite programs (PRP) or preventative controls1,2.
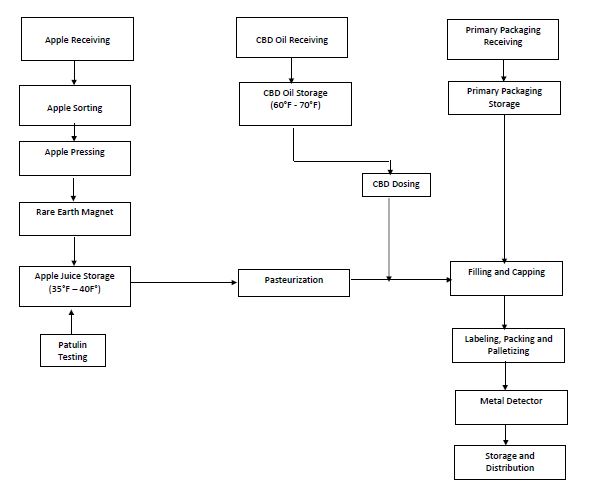
A multidisciplinary team must be established in order to ensure that all inputs of the product manufacturing process are considered during the hazards analysis discussions. The description of the product and its intended use provides detail information on ingredients, primary packaging material, methods of distribution, chemical characteristics, labeling and if any consumer might be vulnerable to the consumption of the product. A verified flow diagram is an accurate representation of the different steps followed during the product manufacturing process and will be used to conduct a hazard analysis. An inaccurate flow diagram will set the stage for an inadequate HACCP plan. Therefore, it is important that the HACCP team members verify the flow diagram. Figure 1 is a flow diagram for a fictional infused apple juice manufacturing plan that I will be using as an example.
The hazard analysis is the backbone of the HACCP plan. There are two elements that must be considered when conducting the hazard analysis:
- Identification of the hazard associated with the ingredient(s) and/or the product manufacturing steps. These hazards have been categorized as: Biological, chemical (including radiological) and physical. Biological, chemical and physical hazards should be considered for each ingredient, primary packaging and process step. Also, it is important that the team is specific as to what hazard they are referring to. I often find that biological hazards are identified as “pathogens” for example. The team has to be specific on which pathogen is of concern. For example, if you are processing apple juice, the pathogens of concern are pathogenic coli and Salmonella sp. However, if you are processing carrot juice, you need to add Clostridium botulinum as a biological hazard also. If the choice of method to eliminate the hazards is pasteurization for example, the processing temperature-time combinations will differ greatly when manufacturing the apple juice vs. the carrot juice as C. botulinum is an organism that can sporulate and, therefore, is harder to kill.
- Characterization of the hazard. This implies determining the significance of the potential hazard based on the severity of the consequence if it is consumed and the likelihood of occurrence in the ingredient or process step. Only steps in the process that has significant hazards should be considered further.
In my professional experience, the hazard analysis is one of the most difficult steps to achieve because it requires the expertise of the multidisciplinary team and a lot of discussion to get to the conclusion of which hazard is significant. I find that a lot of teams get overwhelmed during this process because they consider that everything in the process may represent a hazard. So, when I am working with clients or providing training, I remind everyone that, in the bigger scheme of things, we can get stricken by a lighting in the middle of a thunderstorm. However, what will increase our chances would be whether we are close or not to a body of water for example. If I am swimming in the middle of a lake, I increase my chances to get stricken by the lighting. In comparison, if I am just sitting in my living room drinking a cup of coffee during the thunderstorm, the likelihood of being stricken by a lighting is a lot less. The same rationale should be applied when conducting the hazard analysis for manufactured products. You may have a hazard that will cause illness or death (high on the severity chart) but you also may have a program that mitigates the likelihood of introducing or having the hazard. The program will reduce the significance of the hazard to a level that may not need a critical control point to minimize or eliminate it.
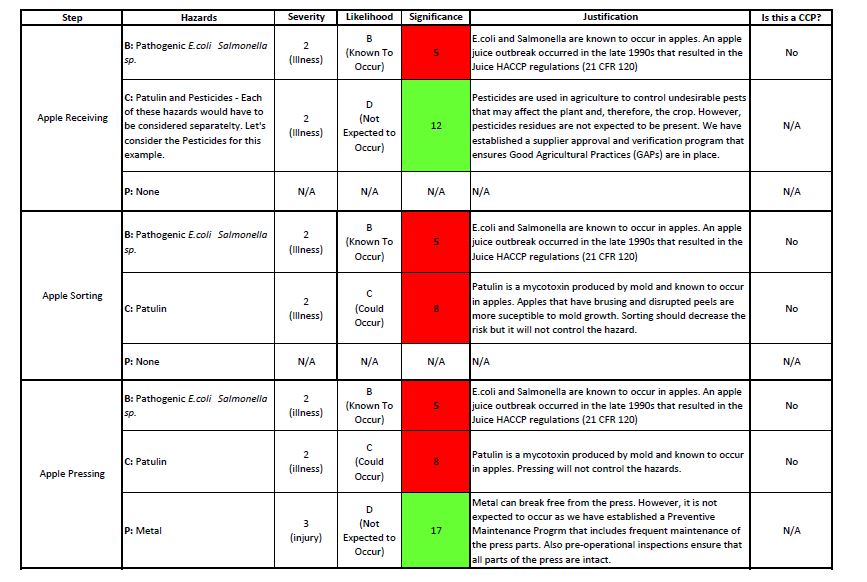
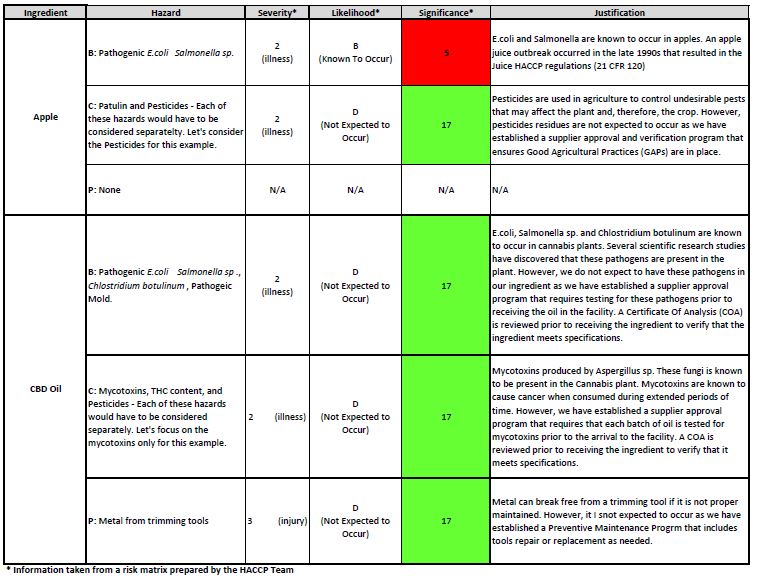
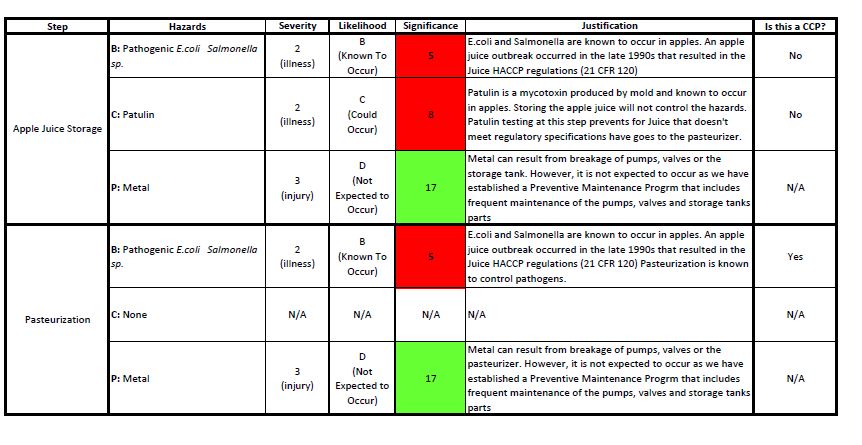
Clear as mud, right? So, how would this look like on the infused apple juice example? Table 1 shows the hazard analysis for the ingredients. Tables 2 and 3 show the hazard analysis for the part of the process. In addition, I have identified the CCPs: Patulin testing and pasteurization. There is a tool called the CCP decision tree that is often used to determine the CCPs in the process.
Once we have the CCPs, we need to establish the critical limits to ensure that the hazard is controlled. These limits must be validated. In the case of Patulin, the FDA has done several studies and has established 50 ppm as the maximum limit. In the case of pasteurization, a validation study can be conducted in the juice by a 3rd party laboratory. These studies typically are called thermal death studies (TDS) and provide the temperature and time combination to achieve the reduction of the pathogen(s) of concern to an acceptable level that they do not cause harm. In juice, the regulatory requirement is a 5-log reduction. So, let’s say that the TDS conducted in the infused apple juice determined that 165°F for 5 seconds is the critical limit for pasteurization. Note that the 5 seconds will be provided by the flow of the product through the holding tube of the pasteurizer. This is measured based on flow in gallons per minute.
Monitoring is essential to ensure that the critical limits are met. A monitoring plan that outlines what, how, when and who is responsible for the monitoring is required.
Ideally, the system should not fail. However, in a manufacturing environment, failures can happen. Therefore, it is important to pre-establish steps that will be taken to ensure that the product is not out of the control of the facility in the event of a deviation from the HACCP plan. These steps are called corrective actions and must be verified once they are completed. Corrective actions procedures must address the control of the product, investigation of the event, corrective actions taken so the deviation doesn’t reoccur and product disposition.
Verification activities ensure that the HACCP plan is being followed as written. Typically, verification is done by reviewing the records associated with the plan. These records include but are not limited to monitoring records, calibration records, corrective action records, and preventive maintenance records for equipment associated with the CCPs. Record review must be done within 7 working days of the record being produced.
Finally, establishing records and record keeping procedures is the last step on developing HACCP plans. Records must be kept in a dry and secure location.
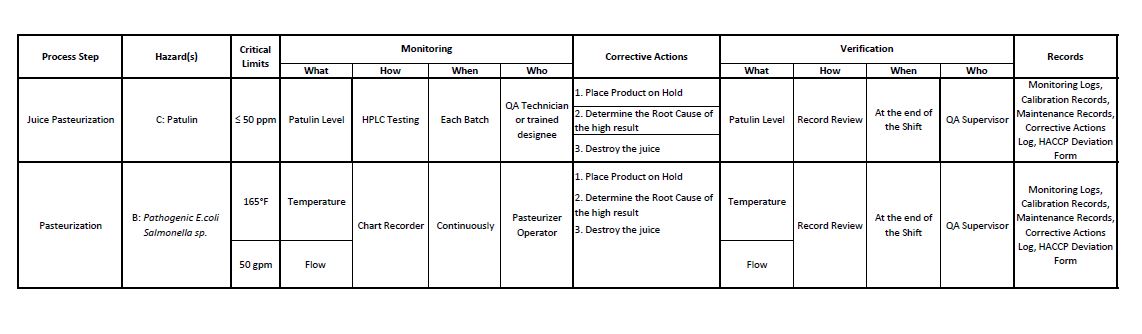
Table 4 show the summary of the HACCP plan for the infused apple juice example.
For more information on how to develop a HACCP plan for your facility, read the resources below:
- HACCP Principles and Application Guidelines – The National Advisory Committee on Microbiological Criteria for Foods (NACMCF)
- ASTM D8250-19: Standard Practice for Applying a Hazard Analysis Critical Control Points (HACCP) Systems for Cannabis Consumable Products