This is the first part of a series of articles designed to introduce an integrated pest management framework for cannabis cultivation facilities. Part one details an overview of the plan as well as pest identification. Part two comes out next week and will delve into the world of pest monitoring and record keeping. Stay tuned for more!
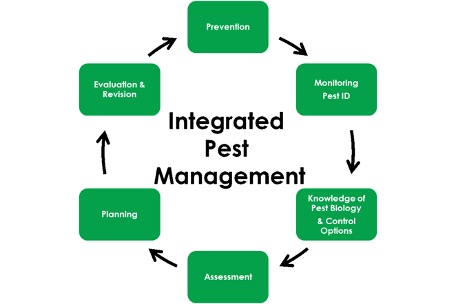
Figure 1: Integrated Pest Management Cycle
Background
Integrated Pest Management (IPM) is a philosophy of pest prevention and control that integrates cultural, mechanical, physical and chemical practices to control pest populations within an acceptable degree of economic tolerance.
IPM encourages growers to take a step-wise approach to determine the most appropriate means necessary for avoiding pest-related economic injury through careful consideration of all available pest control practices.
When practicing IPM, less invasive non-chemical practices are given priority, until escalation necessitates otherwise.
This is Part 1: Pest Identification & Monitoring/Communications
Personal experience in a facility is a great place to start. Review your history and identify a list of pests that you have experienced in this or previous grows. Point out which pests currently exist where they were or are currently and possible sources of the contamination/infestation.
Figure 2: Healthy Aeroponic Mother Stock
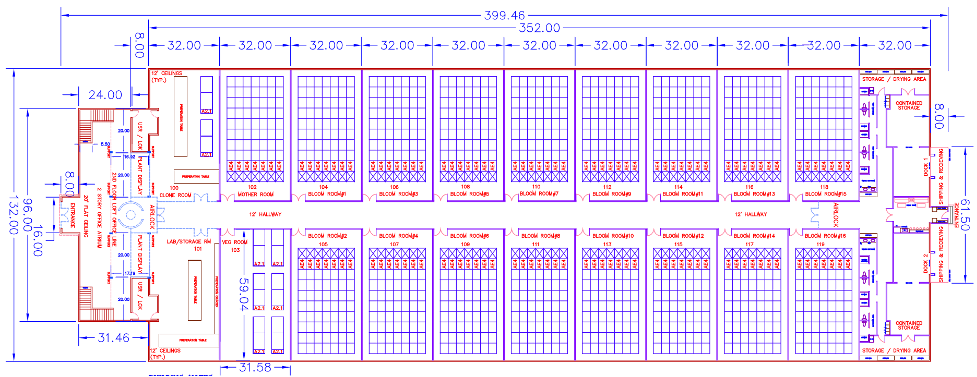
Map out your facility with clear entry/exits, plumbing & drainage and air flow access to visually see and understand potential access points for crawling, flying or airborne pests.
From your nursery mother room to cloning and vegetation areas, what are the transfer methods as you move from one area to another. Are pests present in these areas? Where could they have come from? Oftentimes, a cultivator may not have the space for their own mother and cuttings/cloning space. In these cases, where did the outsourced clones come from? What are the IPM controls in place for these genetic sources? Are they carriers of the challenges transferred to your own facility? It is important to identify the possible source of pest potentials
Does your flower room have white flies or fungus gnats? Locating these and identifying the likely source is a good place to start if you have an ongoing infestation.
Figure 3: Example Aeroponic Facility Layout For IPM Planning
Powdery mildew is a routine challenge if air into your facility is not filtered and sterilized to eliminate these spores.
What is the Source of Your Irrigation/Fertigation Water?
Water is a crucial element for high-value indoor farms such as those that grow cannabis. However, water can also be a source of disease-causing microorganisms that can negatively impact the growth and yield of crops. Monitoring, filtering and sterilizing the biological contents of water is therefore crucial in ensuring the health and quality of high-value crops.
Unfiltered water can contain a range of pathogens such as bacteria, viruses, fungi and parasites that can cause root, stem and bud rot. These diseases can cause significant losses in crop yield and quality, which can be devastating for indoor farmers growing high-value crops.
Figure 4: Precision Aeroponics at FarmaGrowers GMP Facility, South Africa
Monitoring the quality of water that is brought into the indoor farm is the first step in ensuring that the water is free from harmful pathogens. This involves regular testing of the incoming water for parameters such as pH, dissolved oxygen, TDS, nutrient content and microbial load. This allows cultivators to identify aspects of the incoming water they need to address before the water is provided to their crops to prevent potential problems.
Is your plumbing building biofilm that is feeding into your irrigation lines? Obviously, there are many potential sources when you go through an inventory of the risks for your facility. From that initial step, you will build your management team and label who should be contacted when a pest is found. Do you have an IPM specialist or is this a resource that needs to be contracted to address an infection?
Building this communications tree is your first step to fewer pest issues and higher yields and potency.
For the complete white paper on Integrated Pest Management Recommendations, download the document here. Part two comes out next week and will delve into the world of pest monitoring and record keeping. Stay tuned for more!
History has shown that if companies fail to innovate when new technology emerges, even household name brands with enormous market share can squander their success if they are blind to anything that could ever unseat them from the top.
Kodak developed digital camera technology in the 1970s but didn’t envision a world where the film market wasn’t dominant. Toys R’ Us failed to adapt to the changing retail landscape, and Amazon became the chief source of online toy sales. Blockbuster famously laughed Netflix out of the room when the now-$149 billion behemoth sought to sell for a measly $50 million.
A “knockbox”-style unit for producing prerolls
Brands in the cannabis landscape can also fall victim to this same misstep. New technologies are driving the industry forward, yet many brands are still standing by sub-par processes. Whether due to misplaced beliefs around automation or an unwillingness to invest, cannabis brands could suffer the same fate as many of these bygone-era brands.
The Financial Argument: Automation Reduces Overhead
The financial argument for automation is at the top of the list of motivators for most cannabis businesses. A great example of this is with pre-roll production. For cannabis brands still employing a “dexterous approach” to their pre-roll manufacturing, staying afloat to keep up with demand is a constant battle. Rebel Spirit, currently the number one pre-roll brand in Oregon, was burning through eye-welling amounts of money in labor costs to produce 300,000 pre-rolls per month. With a crew of 22 full-time pre-roll manufacturers, the team at Rebel Spirit quickly realized their process was unsustainable, and they were headed for an economic crisis if they didn’t cut costs.
The Blackbird atuomated system
They were using a knockbox-style unit which they had modified themselves in an attempt to force it to fit their needs. But this “semi-automated” solution simply wasn’t working. Rebel Spirit then turned to our team at RollPros to clean up and fully automate their production process, helping them to create quality pre-roll at scale with a fraction of the labor costs. (We are the Vancouver, WA-based designer and manufacturer of the Blackbird automated joint rolling system.) For them, it wasn’t a matter of greed, as some opponents of automation sometimes claim; it was simply a choice of going out of business or not. In competitive markets like the Beaver State, where every dollar counts, the case for automation was a no-brainer.
The Remote Argument: Automation Reduces Risk Of Human Error
It’s a basic concept: the more human interaction in your processes, the more risk for error. We, as flawed humans, are simply not capable of being as precise or consistent in our work as a machine can be. Consider the cultivation process. Most experienced cultivators will tell you that growing cannabis is easy, but growing quality cannabis is very difficult, with a lot that can go wrong.
Enter one of the most valuable automation tools for cannabis cultivators – automated irrigation systems. With your irrigation systems and nutrients on autopilot, cultivators can ensure plants get the ideal mix of nutrients regardless of whether you are on-site, remote or facing a staffing crunch. Sensors can provide real-time data so that water, nutrients or even light can be adjusted as needed. In many cases, even these adjustments can be automated. (Think AI hasn’t entered the cannabis space yet? Think again!) Sure, there is always a potential for issues no matter how advanced a system you use. But when you compare this to a farmer using a manual watering and nutrient system, there are far fewer opportunities for mistakes. Does a human feel the difference between .94 gallons of water and 1 gallon of water? No. But a well-calibrated irrigation system can tell the difference and even alert you if it goes outside of whatever tolerance limits you set.
When the cost of flower is high, human errors that lead to damaged or inferior product are often overlooked. But when flower prices drop as markets mature, success versus failure can be balanced on a knife-edge, and cultivators can’t afford to make mistakes.
The Skynet Argument: Automation Increases Productivity Without Taking Your Job
Whether AI is coming for our jobs or will destroy human creativity as we know it has been argued ad nauseum since the release of AI tools like ChatGPT and Midjourney. The good news? Automating your business doesn’t mean enlisting the T-1000 from Terminator 2 to terminate your 9-to-5. Think of automation as Arnold Schwarzenegger telling you to come with him if you want to live.
The Green Vault automated packaging system
The truth is that any task that needs to be completed frequently or on a set schedule is ripe for automation. Automation eliminates tethering your most talented employees to cog-in-the-machine work that wastes their time and abilities. Freeing them up to focus on more high-value tasks like customer service, marketing, or new product development will likely make your business more profitable long term, and make your employees happier with their work.
No industry has been spared from the impacts of industrial automation, says Amar Olgeirsson, CEO and founder of Green Vault Systems, but, “labor is typically not reduced as a result of automation.” Instead, “production is increased, and workers’ value increases because of higher production in terms of units produced per labor time. By increasing worker efficiency, companies and corporations are able to pay their workers a higher salary,” says Olgeirsson.
The Performance Argument: Automation Guarantees Consistent Quality Every Time
Expansion across state lines means consumers know they can buy the same quality product whether they buy it on the East Coast or West Coast. You know that you can buy your favorite Red Blend wine whether you’re in Denver or Atlanta and expect to enjoy the same tasting glass (barring any unintended oxidization). If a customer purchases that same glass of wine, and it doesn’t meet their expectations of what it should be (it’s inconsistent with the last time they had it), a brand is essentially breaking a promise to that customer. When a customer doesn’t get what they want and expect out of a product, they’ll quickly move on to a competitor. Consistency builds loyalty… inconsistency destroys it.
A preroll infusion automated system
The cannabis industry is notorious for producing inconsistent products. It’s not surprising, considering the near-total ban on state-to-state commerce, (thanks federal government!) And, of course, the variation that can occur from crop to crop, batch to batch or facility to facility. There are so many variables to just the cultivation process; the amount of light a crop gets, the type and dosage of nutrients, the growing medium that’s used, the amount of air flow in the facility… The list goes on, and that’s just the first of many processes needed before a product ends up on shelves! It’s nearly impossible for humans to manually manage and ensure consistency of all these variables without the help of some level of automation.
Nohtal Partansky, ex-NASA-JPL engineer and CEO of Los Angeles-based Sorting Robotics, teamed up with fellow NASA Jet Propulsion Laboratory colleagues Cassio Santos and Sean Lawlor to found their firm that creates next-generation hardware and software for cannabis industry producers.
“Automation in the cannabis industry plays a crucial role in maintaining product consistency by reducing human error and standardizing processes across cultivation, extraction, and packaging,” says Partansky. “If brands are going to expand across states, consistency is a requirement if customer loyalty is ever going to be a market driver for sales.”
The Contamination Argument: Automation Limits Human Error & Contamination Risk and Improves Product Safety
Our industry demands very strict safety standards. Our customers deserve safe products, but beyond that, the testing requirements mandated by regulations in most markets are very, very strict. Each and every human touchpoint in your processes carries with it additional contamination risk. Even with stringent protocols, mold, mildew and other unwanted crits can more easily venture their way into final products as the human variable increases.
Automation minimizes these risks and improves the safety of the product for consumers, and reduces the risk of recalls or other regulatory issues. Consider that for many cannabis businesses in hyper-saturated, competitive markets, a significant product recall can be the end of the road. Automating production processes provides a reliable and consistent solution in an industry that demands the highest safety and quality standards.
“The new and burgeoning Cannabis industry and its consumers are no exception and possibly benefit it more than other industries. The medicinal qualities of Cannabis products make consistency, quality, safety, and traceability paramount to the consumer. Cannabis products are most often consumed by ingestion into the lungs which means product cleanliness and quality are essential to safety. Chemically derived oils and extracts would not be possible without automation equipment. Again, industrial automation is a huge benefit to the Cannabis space, to the producers, their employees, and maybe most importantly to the consumer”.
Amar Olgeirsson, CEO & Founder, Green Vault Systems
Olgeirsson’s take on products created on specialized automation equipment? “Products produced on purpose-built machinery are more consistent and of a higher quality which lends itself to better oversight, enhanced traceability, and improved product safety.”
The Physical Argument: Automation Eliminates Tedious & Overhead-Heavy Tasks
In an increasingly competitive marketplace like cannabis, streamlining processes and reducing the liabilities that come with human labor – like being sidelined from Carpal Tunnel – is key. Let’s consider the trimming component of the post-harvest process. Manual trimming is monotonous, low-paying for workers, and an unrealistic way to harvest cannabis at scale. Also, it’s hard to be successful when team-wide prescriptions for night-time wrist splints are a threat.
The Mobius M108S Trimmer
Leaning into “hand-trimmed” as a differentiator for your brand? Many connoisseurs will argue that hand-trimmed bud is superior because buds stay aesthetic and trichomes aren’t lost. That may have been true in the early days of automated trimming machines, but with today’s crop of super-sophisticated trimming technology, it is now nothing more than a myth. (Yes, myths and misled traditions can be difficult to overcome in our industry, but I digress…)
The Mobius M108S Trimmer, for example, allows operators to reduce the staff required to process thousands of pounds of product every year without compromising quality. It’s next-gen tech not found on traditional trimmers can produce hand-trim quality buds with minimal trichome loss.
When flower prices are high, especially in the case of newly-legalized markets, it can be easy for operators to overlook the cost of trimming, and pay their employees higher wages to offset the physical risks to their bodies. But what about when product prices inevitably fall once the post-legalization honeymoon period wears off? It’s unrealistic (and unethical, I believe), to pay employees minimum wage while putting their health and safety at a significant risk. In the above example, at some point, your operations will grow to a point where hand-trimming will dig you further into a fiscal hole every time you harvest.
The Future Argument: Automation Isn’t Going Away (and Your Competitors Know It)
Automation could cause you to lose people, just not in the way you might think. Ultimately, competitors in any space will invest in new technology to streamline people, processes and tools to establish a competitive advantage. This investment puts them in a better position to attract talented employees that stick around for the long term.
Automation is like a boat motor in the 21st century, and companies that don’t use it are paddling against the current. Sure, you can use a wooden oar, but your competitors know paddling is too much work and will strap a motor to theirs. The truth is that companies that drag their feet out of stubbornness or inability to see how the current situation could ever change will often find their employees jumping ship to go elsewhere.
An automated vape cart filling system
“I strongly believe that automation not only propels our industry forward but also sets the stage for a more profitable future in cannabis production for those that embrace technology rather than fight it,” says Ryan Hoitt, CEO, developer & founder of Vape Jet in Portland. “I can confidently say that it enables businesses to fine-tune operations, improve product quality, and achieve unmatched consistency.”
Saying that you will eventually be forced to automate sounds harsh, but it’s largely true. As soon as your competitors deploy automated processes, they gain an advantage. If you don’t do the same, it will become more difficult to compete, stay profitable and stay in business.
The Consumer Argument: Automation Provides Consumers More Options
Automation isn’t going away, and it’s certainly not a fad like pogs or planking. Automation drives lower production costs, which means lower-priced products for consumers. This process has been behind the dramatic increases in global living standards and population growth since the birth of the Industrial Revolution and is not likely to change anytime soon.
Automation allows producers to manufacture a broader range of products and focus on providing the consumer with more options. Consumers want to be in control of their purchasing decisions, and companies that deliver variety will be the ones to reap the rewards.
Embrace the Future with Automation
History has shown us time and again that failure to innovate can lead even the most prominent brands to fall victim to their inability, or unbelief, in the necessity to evolve. Automation is a no-brainer in crowded and competitive markets.
No doubt, the future of the cannabis industry will trend toward automation. Businesses embracing it will have a significant advantage over those that do not. Companies that drag their feet in the face of disruptive automation risk resigning to the same fate as those brands that underestimated technology at the expense of their own existence. No industry is immune from disruption, and there will be dynamic entrepreneurs who will come along and see to it. Embrace the change, embrace automation and technology, and you’ll increase your chances of winning in the cannabis industry!
By Andrew Solow, David Kerschner, Alessandra Lopez No Comments
In 2022, product liability lawsuits in the cannabis/cannabidiol (CBD) industry continued to focus on levels of THC and the psychoactive ingredient in cannabis, while federal agencies continued issuing warning letters for CBD products (including CBD-infused food and dietary supplements) that made misleading medical claims. Against this backdrop of ongoing litigation and regulatory enforcement, 2022 showed that at the Federal level, there is more recognition that marijuana is becoming increasingly normalized. For example, President Biden pardoned federal offenses of simple marijuana possession and requested a reassessment of marijuana’s classification as a Schedule I drug under federal law. Additionally, Congress passed its first standalone piece of cannabis reform with the Medical Marijuana and Cannabidiol Research Expansion Act (MMCREA) which, among other things, will ease restrictions on cannabis research and allow for more clinical trials. And even though the Food and Drug Administration (FDA) declined to act on CBD products, the agency announced that it will work with Congress to create a new regulatory framework for CBD products (2023 FDA Announcement).
These events of the past year provide a glimpse into what the future may hold for cannabis and CBD companies when it comes to product liability risks. This article looks at the types of product liability actions that the cannabis and CBD industry faced in 2022 and may encounter in the future, and provides some basic guidance on how to best mitigate, and if necessary, defend these potentially costly litigations.
Focus on Cannabis and CBD Risks
A central part of any product liability lawsuit—regardless of whether brought under a design defect and/or adequate warning theory—is that a product caused or was a substantial contributing factor to a Plaintiff’s injury or illness. Thus, any potential safety concerns over cannabis/CBD could end up as the subject of litigation in the future. In the 2023 FDA Announcement, the FDA recognized that “the use of CBD raises various safety concerns, especially with long-term use,” including potential harm to the liver and negative interactions with certain medications. The agency also noted that questions still exist on how much CBD can be consumed, and for how long, before causing harm. Furthermore, on December 2, 2022, President Biden signed the MMCREA into law, which is intended to advance research on the potential risks and medical benefits of cannabis and cannabis products.1 This additional funding will not only help researchers learn more about possible safety risks that may lead to future product liability claims, but will also allow for better exploration of the benefits of these products to possibly expand product indications and help reach new customers.
Given the FDA’s statements and the increased funding for new research, CBD and cannabis companies should ensure that they are properly monitoring both regulatory communications and new research regarding risks that may be associated with their products. As new information is released, companies should evaluate how their product labels and marketing messages should be altered. Announcements like this one by the FDA can be seen as providing industry participants with knowledge about certain risks, and how companies react could be analyzed, post hoc, in any litigation down the road.
2022 Product Liability Actions
Over the last year, misbranding/mislabeling issues presented some of the most prevalent litigation risks for industry participants.
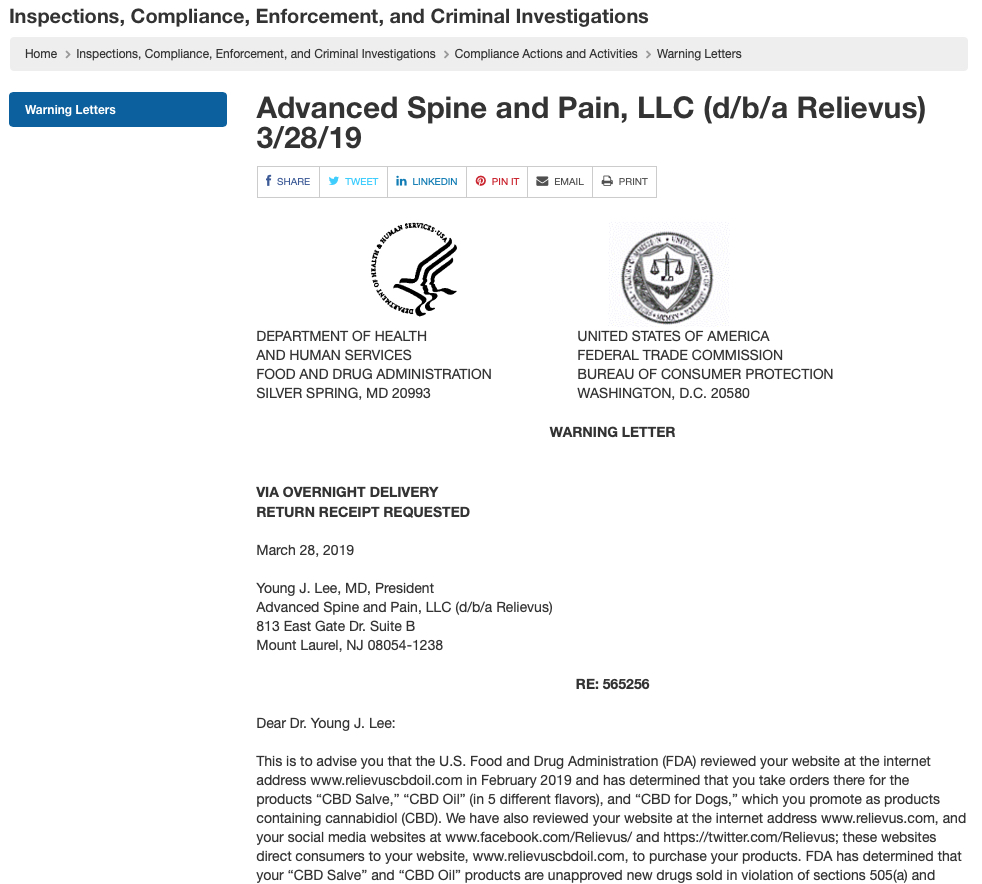
An example of a warning letter the FDA sent to a CBD products company making health claims
For example, at the Federal level in 2022, the FDA issued thirty-three warning letters to CBD companies, a nearly 400% increase from 2021. These letters generally focused on CBD products that made medical claims. Some of these warning letters addressed misbranding, where the product labels provided inadequate directions for consumer use. In one letter, the FDA noted that because the CBD products were “offered for conditions that are not amendable to self-diagnosis and treatment by individuals who are not medical practitioners,” ranging from cancer to diabetes, labeling compliance was only possible if the product was an FDA-approved prescription drug with FDA-approved labeling. Other companies receivedwarning letters in March of 2022 for making misleading representations that their CBD products were safe and/or effective to prevent or treat COVID-19. Many of these representations were made via companies’ websites and social media platforms. The warning letters—often triggers for product liability actions, as well as consumer protection/fraud actions—serve as a reminder that companies cannot make medical claims on non-FDA approved drug products and must otherwise present accurate information to consumers not only on product packaging, but any form of marketing or advertising, including company websites and social media platforms.
Turning to state-level regulatory actions, Oregon’s Liquor and Cannabis Commission fined a cannabis company $130,000 and suspended the company’s license for 23 days over an alleged label mix-up between its CBD and THC products. According to the state’s investigative report, a company employee allegedly confused two product buckets with similar identification numbers, one that contained THC and the other CBD, and accidentally switched the labels of the two products. In addition to the fine and license-suspension, the state agency also issued a mandatory recall on the CBD drops based on the alleged undisclosed levels of THC.
This same incident also spurred a string of civil lawsuits, resulting in several settlements by the company in 2022.2 Numerous customers reported experiencing “paranoia,” “mind fog,” and feeling “extremely high,” with at least five people going to the emergency room with serious health issues due to use of the CBD drops. One lawsuit, which was publicly settled for $50,000 in January of 2022, alleged that the company failed to warn the plaintiff that the CBD drops contained THC or that the product may have been contaminated with foreign substances like THC, and that the company failed to exercise quality control standards that would have detected the THC.3 Nine other lawsuits made similar failure to warn allegations based on the same batch of CBD drops and were settled by January of 2022, although those settlements were not disclosed.4 In October of 2022, the company agreed to pay a settlement of $100,000 in a class action suit, which alleged that the company failed to disclose that the CBD product contained substantial amounts of THC.5 The class action focused on unlawful trade practices claims, including that the company falsely represented that the product had the characteristics, uses, and benefits of a CBD product that did not contain THC.6 Also in October 2022, the company settled a wrongful death lawsuit—alleging that the company failed to warn the plaintiff that the drops contained THC and had negligent quality control standards—stemming from the same CBD drops,7 where the plaintiff suffered stroke-like-symptoms, allegedly due to the tainted CBD product, and ultimately died.8
Other recent lawsuits have also focused on mislabeled cannabis products, alleging that companies failed to inform customers that products contained THC. For example, in Kentucky, a man who drove into a bus after using a CBD vape sued both the CBD manufacturer and retailer on December 14, 2022, claiming that he was not warned that the vape contained a substance that would make him intoxicated.9 According to the complaint, the store employees told the man that the vape was “all natural” but made no mention that the product contained THC.10 The man alleged that the vape actually contained Delta-8 THC and brought negligence, failure to warn, and state consumer protection law claims.11
As noted above, in addition to traditional product liability actions, companies are likely to face increased consumer fraud and false advertising actions in the absence of personal injuries. Two class actions brought in December of 2020 against a hemp tea maker alleged that the company’s website and the product’s packaging fraudulently stated that a tea contained zero THC.12 Plaintiffs claimed that they tested positive for THC after drinking the tea and that product testing similarly revealed that the tea contained some THC.13
Potency inflation marketing communications from a laboratory
Last year also saw a rise in cases focused on potency inflation, alleging that cannabis companies knowingly overstated the amount of THC in their products to charge higher prices.14 Again, while these actions focused on consumer fraud allegations rather than product liability claims, these cases underscore the importance of accurate labeling. Due to potency inflation concerns, states have started investigatinglicensedcannabis testing labs within their respective jurisdictions, resulting in product recalls and fines. Some states have also updated their regulations, requiring cannabis companies to test their products through two separate labs.
Finally, contamination and the existence of impurities and other byproducts has been a recent focus of several product liability lawsuits across the life sciences space, and this trend is something that cannabis and CBD companies should be aware of and take steps to mitigate.
For example, a Canadian cannabis producer reached a $2.31 million settlement over a class action brought in March of 2017 regarding pesticide-contaminated medical marijuana. The marijuana was recalled due to the presence of myclobutanil and bifenazate pesticides, neither of which were authorized for use on cannabis plants in Canada. The lead plaintiff experienced nausea and vomiting, allegedly from consuming the medical cannabis, and brought numerous claims on behalf of the class, including negligent design, development, testing, manufacturing, distribution, marketing, and sales.15 In the United States, California’s Department of Cannabis Control issued a mandatory recall on January 26, 2022 for a batch of cannabis flower that was contaminated with mold. On March 25, 2022, the New Mexico Cannabis Control Division recalled cannabis products sold by a local medical cannabis company because the product contained impermissibly high levels of mold. New Mexico’s Cannabis Control Division also required the company to immediately cease and desist operations at its production and manufacturing site.
A Look at the Future and What Companies Can do to Mitigate Product Liability Risks
The FDA’s 2023 announcement means that the industry will have to wait for Congressional action for the development of a regulatory scheme that can help standardize requirements and provide industry players additional defenses when facing product liability actions. Many of the proposed risk management tools in the FDA Announcement could help companies mitigate future litigation risks if implemented. These risk management tools may include “clear labels, prevention of contaminants, CBD content limits, and measures, such as minimum purchase age, to mitigate the risk of ingestion by children.” Although the FDA has had regulatory oversight over CBD and other hemp-derived products for nearly four years, the agency has not developed a regulatory framework for these products aside from issuing warning letters, leaving manufacturers and distributors without much guidance. The FDA has also left the states to fill the void, resulting in a patchwork of differing—and sometimes conflicting—state laws. Additional guidance and regulation on labeling at the federal level for cannabis and cannabis-derived products will make compliance a more straightforward proposition and may provide avenues for industry participants to explore preemption defenses in the face of future mislabeling claims.
Just some of the many CBD products on the market today
In addition to following the changing regulatory landscape and understanding how regulatory changes can impact litigation defenses, cannabis and CBD companies can continue to take various steps to help mitigate future litigation risks.
Quality Control: Adequate testing procedures and effective quality control procedures can help avoid contamination issues and situations where products are mixed up during the manufacturing process. For example, the company whose license was suspended in Oregon due to the alleged mix up between CBD and THC subsequently implemented new ingredient tracking protocols, adopted a policy to retain samples from each batch of product, and now sends additional samples to an independent lab to ensure product compliance before anything is sold.
Proper documentation of testing and quality control procedures, as well as maintaining records of compliance checks, can also help companies put together a defense to state regulatory actions or lawsuits relating to contamination or manufacturing defects. Indeed, in February of 2022, an Arizona marijuana testing lab was fined $500,000 for various incomplete records and documentation as well as improperly calibrated machines for contamination testing, with an inspector also noting that one of the employees was trained to use a technique that produced inflated potency results.
Ongoing Safety & Regulatory Review: Keeping up to date with regulations and science will play a key role in making sure labels are accurate and defendable. Working directly with regulators and seeking guidance from regulators on labeling can help potential defendants present a clear and compelling labeling defense. Moreover, the 2023 FDA Announcement made clear that the agency will not pursue rulemaking on CBD’s potential use in foods and dietary substances. Thus, industry players should monitor agency announcements and engage with the FDA’s Cannabis Product Committee (CPC) and Congress to better understand the potential structure of this new regulatory pathway.
Stay on Top of the Science: A boost in cannabis research is on the horizon, as the Medical Marijuana and Cannabidiol Research Expansion Act (MMCREA) will advance research on the potential risks and benefits of cannabis products and promote the development of FDA-approved drugs derived from marijuana and CBD. On the litigation front, causation is an essential element in most causes of action, and plaintiffs will have to prove that the cannabis caused their injury. Thus, industry players should be aware of the current science, including potential side effects.
Litigation Monitoring: Finally, companies will also be well served by following court decisions involving CBD and cannabis products. For example, courts in 2022 were split over the legality of Delta-8 THC, a substance typically manufactured from hemp-derived CBD. The Ninth Circuit held in AK Futures v. Boyd Street Distro that Delta-8 THC found in e-cigarettes and vape products is legal under the 2018 Farm Act, at least in the intellectual property context.16 But in Kansas, a federal judge ruled that the 2018 Farm Act does not make selling hemp-derived products such as Delta-8 THC legal.17 In Texas, litigation initiated in 2021 is ongoing over the legality of Delta-8 THC.18 There, a hemp company sued the Texas Department of State Health Services for its classification of Delta-8 THC as a Schedule I drug, making the sale of this substance a felony offense. A temporary injunction was granted on November 8, 2021—temporarily lifting the ban on sales of Delta-8 THC products—but the plaintiff’s request for a permanent injunction remains pending.19 As these lawsuits show, the legality of different products may vary by jurisdiction, whether by regulation or a judicial decision.
References
Medical Marijuana and Cannabidiol Research Expansion Act, Pub. L. 117–215, 136 Stat. 2257 (2022).
Agbonkhese v. Curaleaf Inc., No. 3:21-cv-01675, (D. Or. Jan. 5, 2022).
Agbonkhese v. Curaleaf Inc., No. 3:21-cv-01675, ECF 1, 6 (D. Or.).
See Crawforth v. Curaleaf, Inc., No. 3:21-cv-1432 (D. Or. Sept. 29, 2021); Lopez v. Curaleaf, Inc., No. 3:21-cv-1465 (D. Or. Oct. 6, 2021);
Williamson v. Curaleaf, Inc., No. 3:22-cv-782, ECF 1, 8 (D. Or.).
Williamson v. Curaleaf, Inc., No. 3:22-cv-782 (D. Or. May 30, 2022).
Estate of Earl Jacobe v. Curaleaf, Inc., No. 3:22-cv-00001, 19 (D. Or. Oct. 18, 2022).
Estate of Earl Jacobe v. Curaleaf, Inc., No. 3:22-cv-00001 1 (D. Or. Jan. 1, 2022).
Howard v. GCHNC3 LLC et al., No. 5:22-cv-00326 (E.D. Ky. Dec. 14, 2022).
Complaint at ¶ 11, Howard v. GCHNC3 LLC et al., No. 5:22-cv-00326 (E.D. Ky. Dec. 14, 2022).
Complaint at ¶¶ 15-33, Howard v. GCHNC3 LLC et al., No. 5:22-cv-00326 (E.D. Ky. Dec. 14, 2022).
Williams v. Total Life Changes, LLC, No. 0:20-cv-02463 (D. Minn. Dec. 3, 2020); Santiago v. Total Life Changes LLC, No. 2:20-cv-18581 (D.N.J. Dec. 9, 2020).
Complaint at ¶¶ 54-59, Williams v. Total Life Changes, LLC, No. 0:20-cv-02463 (D. Minn. Dec. 3, 2020); Complaint at ¶¶ 21-25, Santiago v. Total Life Changes LLC, No. 2:20-cv-18581 (D.N.J. Dec. 9, 2020).
See Centeno v. Dreamfields Brands Inc., No. 22STCV33980 (Cal. Superior Ct. L.A. Cnty. Oct. 20, 2022); Shanti Gallard v. Ironworks Collective Inc., No. 22STCV38021 (Cal. Superior Ct. L.A. Cnty. Dec. 6, 2022).
Downton v. Organigram Holdings Inc., Hfx No. 460984 (Sup. Ct. Nova Scotia Mar. 3, 2017).
AK Futures LLC v. Boyd St. Distro, LLC, 35 F.4th 682 (9th Cir. 2022).
Dines v. Kelly, No. 2:22-cv-02248, 2022 WL 16762903 (D. Kan. Nov. 8, 2022).
Hometown Hero v. Tex. Dep’t of State Health Services, No. D-1-GN-21-006174 (Travis Cnty., Tex. Oct. 20, 2021).
Hometown Hero v. Tex. Dep’t of State Health Services, No. D-1-GN-21-006174 (Travis Cnty., Tex. Nov. 8, 2021).
Aeroponic & hydroponic systems grow plants at a highly accelerated rate. A “clean room” type of construction approach is the best way to manage this type of grow operation. Starting with a facility that is completely void of any kind of wood or materials that are porous is a good start. Cellulose materials collect moisture and encourage mold and mildew formation no matter how good the sealant.
We have seen cultivation spaces built out of dry wall over wooden post construction and studs that look sealed and solid on the outside of walls but when repaired for plumbing or other expansion work, they are black inside and covered with nasty mold that no one wants near their grow space.
Panel construction over steel frames or steel studs with skins is a safer, more sterile approach than retrofitting a wooden structure. Panel construction offers the added benefit of rapid assembly and minimal labor costs. We have seen 300 light rooms assembled in a few days so it is both very cost effective and safely sealed for protected growth.
Room Sizes & Count
How do you best fill this space if you have a clean slate?
If you have unlimited space, temperature and humidity management should determine the room sizes in your facility. Room sizes that are square in dimensions tend to be easier to maintain from an environmental standpoint. Long narrow rooms are good for fan airflow but tend to be more expensive from a cooling and dehumidification point of view. The larger the room, the more likely that you will get “microclimates” within the room which can challenge yield optimization.
Now, of course, many grows are retrofits of existing structures so compromises can be necessary. We have found that cultivators that have both very large and mid-size rooms in the same facility (200 lights versus 70 lights) are consistently more successful in the 70 light rooms. These “smaller rooms (~1,500 ft2) out-yielded and out-performed the larger rooms using the same genetics and grow plans. Compartmentalization also minimizes the risk in the case that a calamity (i.e. pest infestation) strikes the room. In a large room scenario, the losses can damage your operation. For this reason, we recommend 70-100 light/tub rooms as a standard.
Rooms should also follow your nursery economics. Structuring your nursery to produce just enough clones/veg plants for your next flower room avoids wasted plant material and resources. Breaking a larger space down into individual rooms means that you need fewer veg plants to fill your flower room that week. The best way to optimize this is to have a number of rooms that are symmetrical with the number 8 (typical 8-week cycle genetics).
With 8 rooms running flower, you are able to plant one room per week for 8 weeks. In the 9th week, you start over on room 1. This continuous harvest process is highly efficient from a labor standpoint and it minimizes the size of your mothers room (cost center). Additional space can be applied to your flower rooms. If you do not have infinite space, even divisors work just as well; 2 or 4 rooms can be planted in sequence for the same optimization (for 2-room structures, harvest and replant 1 room every 4 weeks for example). The optimal structure (8, 16, 24, or more rooms) enables you to optimize your profitability. If any of this needs further explanation, please just ask.
Not photoshopped: An “ideal” 70-tub flower room in a CEA greenhouse (courtesy of FarmaGrowers, South Africa)
Within your room choice, movable rows or columns of tubs/lights also provides optimal yields. Tubs/plants can be moved together for light usage efficiency and one 3-foot aisle can be opened for plant maintenance. Racking systems or movable trays/tubs make this convenient nowadays.
Floors
Concrete floors offer pockets for bacteria to collect and smolder. As such, they have to be sealed. Proper application of your sealant choice is required so that it does not peal up or crack after sealing. There are many benefits to sealed floors that is discussed in the white paper. Floor drains are the equivalent of a portal to Hell for a sterile grow operation. Avoid them at all costs.
Phased Construction
Tuning or optimizing you grow rooms for ideal flowering operation depends on your location. Our advice is that you build and optimize your facility in phases with the expectation that nothing is perfect and you will learn improvements in every phase of expansion. The immediate benefit is production that you can promote to your sales channels and revenue that starts as soon as possible to improve your profitability. This is also an excellent learning curve to apply to subsequent rooms. Our happiest customers are those that learned construction improvements in early rooms that were able to be applied to following rooms without headache. The ability to focus on one or two rooms also allows you to get the recipe correct rather than just relying on “winging it”.
Don’t Be In A Rush To Go Green
A 70-tub flower room (courtesy of FarmaGrowers, South Africa)
Validate your water supplies and their stability. Verify that the water in your aeroponic or hydroponic feeds that get to your plants are clean and sterile. This is much easier in a step-by-step fashion than in a crisis debug mode once production is in progress. Be very cautious about incoming clone supplies. We will talk about this more in the next chapter on Integrated Pest Management but incoming clones are a top pest vector that can contaminate your entire facility.
Warehouse Versus Greenhouse Cultivation Spaces
As we started out, controlling your environment is your most important concern. We have seen success in both indoor rooms and greenhouses. The defining success factor is controlling humidity and temperature. Modern sealed controlled environment (CEA) greenhouses do this well and CEA is somewhat of a given for indoor grows. More details on this in the white paper.
Packaging these recommendations gets you to the perfect body for your Formula 1 race car. Now, you are ready to look at some of the mechanics of protecting your operation from pesky little critters and biologicals that can derail your operation and weaken your engine.
Before we sign off this week, I wanted to highlight the ultimate build-out that we have seen so far. Of course, there are many challengers that have done this well but at this point, FarmaGrowers in South Africa has the best thought out facility we have seen. They acquired Good Manufacturing Practice (GMP) & Good Agricultural & Collection Practice (GACP) certification early in their operations due to very well-thought-out designs. They are exporting to global markets without irradiation today. Certainly, many successful customers have beautifully thought-out operations and there are several upcoming facilities that offer amazing planning that will challenge for this crown, but for now. FarmaGrowers leads the pack in this aspect. See here for a walkthrough.
For commercial cannabis growers, consistent crop yields are vital to maintaining product profitability, as well as durable profitability. Since cannabis thrives under certain conditions, the more control a cultivator has over those conditions, the easier consistent harvests become.
While factors like humidity, light exposure and water may be easy enough to control in any indoor environment, other influential factors can be more difficult to control, such as mold or other contaminants. Growing in a controlled cleanroom environment ensures healthy, high-quality cannabis by mitigating some harder-to-control threats. For these reasons, growing cannabis in a cleanroom environment is rapidly becoming the gold standard in the industry.
A Closer Look at the Cleanroom Environment
A cleanroom facility is a specially designed room or modular addition designed to support a tightly controlled grow environment for crops. The design of the cleanroom relies on several design features to deter issues with pollutants, such as insects, mold, airborne microbes and dust. Even though cleanroom environments are often affiliated with cultivating certain types of crops, these facilities are also valuable in other industries, such as medicine, biology and pharmaceuticals.
Cleanrooms can be conservatively sized or massive. They can be configured to accommodate different processes, and they can be built to suit a specific grower’s preferences. However, several features are key, such as:
Preventing contamination can save a business from extremely costly recalls.
One fundamental requirement of a cleanroom is to control the introduction of contaminants into the space. Contaminants can be carried in on the people who visit the space. Therefore, cleanroom implementation must come along with strict protocols when it comes to employee entry into the room. For example, air showers, special gowns, masks and other measures may be required.
The Benefits of Cleanroom Environments for Cultivators
On the surface level, cleanrooms make it possible to achieve a well-controlled environment for cannabis cultivation. However, while this is undeniably important in terms of consistent crop yields and profitability, cleanrooms pose a number of broader advantages for cultivators and end customers.
Meet Laboratory Testing Guidelines and Protocols
For now, states create product testing regulations for cannabis. Most states that have legalized medical or adult use cannabis have created protocols for lab-testing products for pesticides and microbes. When batches of cannabis product do not meet state lab-testing standards, the product can be recalled or destroyed. In 2016, Steep Hill published an alarming study that showed they detected pesticides in roughly 70% of the samples they received and up to one third of all samples would have failed to meet regulatory standards. Cleanrooms reduce a grower’s reliance on pesticides.
Negate the Risk of Fungal Contamination
Cleanrooms negate the risk of fungal contamination through proper ventilation, particulate control and positive pressure.
Cannabis is prone to certain types of fungal spores that can cause severe illness in end customers. For example, Aspergillus moldspores are common in cannabis and can lead to cases of chronic pulmonary aspergillosis. In large doses, Aspergillus mold spores may even cause liver failure due to the carcinogenic mycotoxins the spores produce in the body. Cleanrooms negate the risk of fungal contamination through proper ventilation, particulate control and positive pressure.
Create a Safer Work Environment for Employees
Employees who work in cultivation facilities in the cannabis industry face various occupational hazards. Many of these hazards are related to being in contact with fungicides, mold spores and chemical fertilizers. The exposure can result in issues such as allergic reactions, respiratory irritation and other physical threats. Cleanrooms and how they function can deter many of these risks. For example, the lack of need for fungicide use automatically lowers the risks due to lacking exposure. Further, because protective gear is required to maintain the integrity of the cleanroom, there is less of a chance an employee’s skin or respiratory system is exposed to irritants.
Cleanrooms: The Potential Future of Cannabis Cultivation
As cannabis becomes a more robust industry and regulations become more clearly defined, growing standards are bound to change. As speculations of national regulations veer closer to reality, growing cannabis industrially may even mean required cultivation facility upgrades. Cleanroom environments give growers firm control over the health of their crops while ensuring clean products for customers. Therefore, these innovative and health-forward implementations could easily become the norm in the cannabis industry in the future.
Cannabis testing to detect microbial contamination is complicated. It may not be rocket science, but it is life science, which means it’s a moving target, or at least, it should be, as we acquire more and more information about how the world we live in works. We are lucky to be able to carry out that examination in ever increasing detail. For instance, the science of genomics1 was born over 80 years ago, and just twenty years ago, genetics was still a black box. We’ve made tremendous progress since those early days, but we still have a long way to go, to be sure.
Much of that progress is due to our ability to build more accurate tools, a technological ladder, if you will, that raises our awareness, expertise, and knowledge to new levels. When a new process or technology appears, we compare it against accepted practice to create a new paradigm and make the necessary adjustments. But people have to be willing to change. In the cannabis industry, rapid change is a constant, first because that is the nature of a nascent industry, and second because in the absence of some universal and unimpeachable standard, it’s difficult to know who’s right. Especially when the old, reliable reference method (i.e. plating, which is basically growing microorganisms on the surface of a nutritional medium) is deeply flawed in its application to cannabis testing vs. molecular methods (i.e., quantitative polymerase chain reaction, or qPCR for short).
Dr. Sherman Hom, Director of Regulatory Affairs at Medicinal Genomics
Plating systems have been used faithfully for close to 130 years in the food industry, and has performed reasonably well.2 But cannabis isn’t food and can’t be tested as if it were. In fact, plating methods have a host of major disadvantages that only show up when they’re used to detect cannabis pathogens. They are, in no particular order:
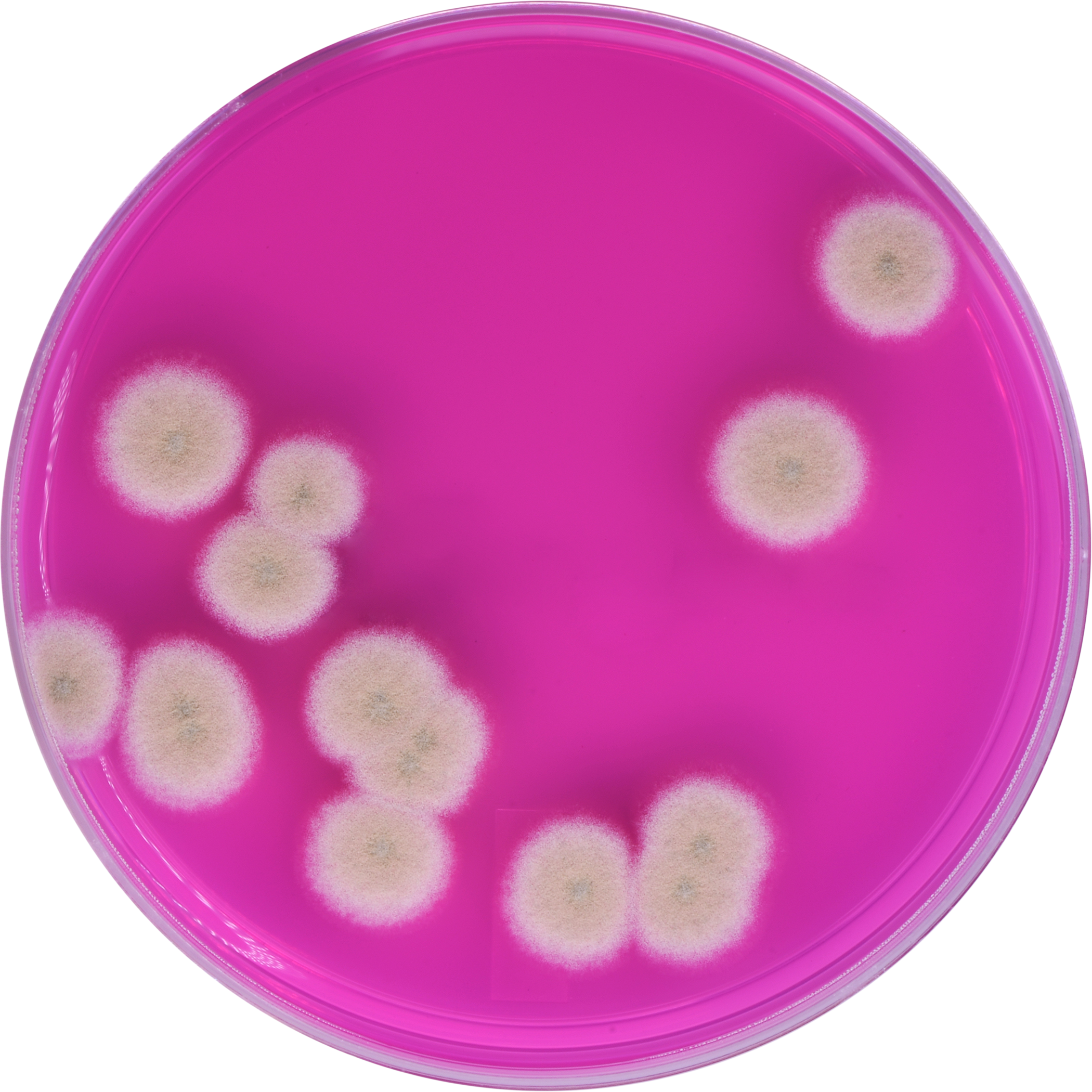
A single plating system can’t enumerate a group of microorganisms and/or detect specific bacterial and fungal pathogens. This is further complicated by the fact that better than 98% of the microbes in the world do not form colonies.3 And there is no ONE UNIVERSAL bacterial or fungal SELECTIVE agar plate that will allow the growth of all bacteria or all fungal strains. For example, the 5 genus species of fungal strains implicated in powderly mildew DO NOT plate at all.
Cannabinoids, which can represent 10-30% of a cannabis flower’s weight, have been shown to have antibacterial activity.4 Antibiotics inhibit the growth of bacteria and in some cases kill it altogether. Salmonella species & shiga toxin producing coli (STEC) bacteria, in particular, are very sensitive to antibiotics, which leads to either a false negative result or lower total counts on plates vs. qPCR methods.
Plating methods cannot detect bacterial and fungal endophytes that live a part or all of their life cycle inside a cannabis plant.5,6 Examples of endophytes are the Aspergillus pathogens (A. flavus, A. fumigatus, A. niger, and A. terreus). Methods to break open the plant cells to access these endophytes to prepare them for plating methods also lyse these microbial cells, thereby killing endophytic cells in the process. That’s why these endophytes will never form colonies, which leads to either false negative results or lower total counts on plates vs. qPCR methods.
Selective plating media for molds, such as Dichloran Rose-Bengal Chloramphenicol (DRBC) actually reduces mold growth—especially Aspergillus—by as much as 5-fold.This delivers false negative results for this dangerous human pathogen. In other words, although the DRBC medium is typically used to reduce bacteria; it comes at the cost of missing 5-fold more yeast and molds than Potato Dextrose Agar (PDA) + Chloramphenicol or molecular methods. These observations were derived from study results of the AOAC emergency response validation.7
Finally, we’ve recently identified four bacterial species, which are human pathogens associated with cannabis that do not grow at the plating system incubation temperature typically used.8 They are Aeromonas hydrophila, Pantoea agglomerans, Yersinia enterocolitica, and Rahnella aquatilis. This lowers total counts on plates qPCR methods.
So why is plating still so popular? Better yet, why is it still the recommended method for many state regulators? Beats me. But I can hazard a couple of guesses.
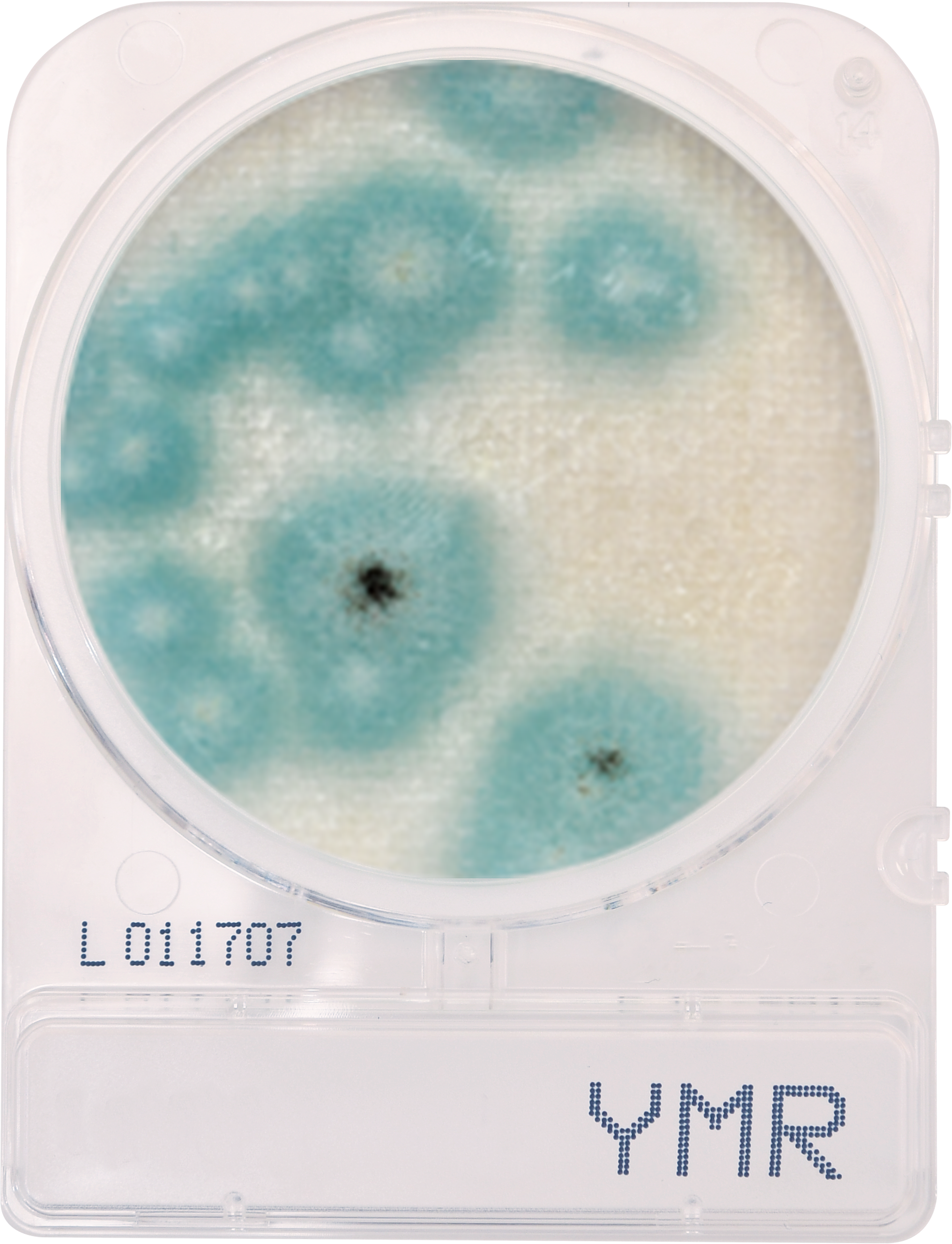
A yeast and mold plate test
First, research on cannabis has been restricted for the better part of the last 70 years, and it’s impossible to construct a body of scientific knowledge by keeping everyone in the dark. Ten years ago, as one of the first government-employed scientists to study cannabis, I was tapped to start the first cannabis testing lab at the New Jersey Dept. of Health and we had to build it from ground zero. Nobody knew anything about cannabis then.
Second, because of a shortage of cannabis-trained experts, members of many regulatory bodies come from the food industry—where they’ve used plating almost exclusively. So, when it comes time to draft cannabis microbial testing regulations, plating is the default method. After all, it worked for them before and they’re comfortable with recommending it for their state’s cannabis regulations.
Finally, there’s a certain amount of discomfort in not being right. Going into this completely new area—remember, the legal cannabis industry didn’t even exist 10 years ago—we human beings like to have a little certainty to fall back on. The trouble is, falling back on what we did before stifles badly needed progress. This is a case where, if you’re comfortable with your old methods and you’re sure of your results, you’re probably wrong.
So let’s accept the fact that we’re all in this uncharted territory together. We don’t yet know everything about cannabis we need to know, but we do know some things, and we already have some pretty good tools, based on real science, that happen to work really well. Let’s use them to help light our way.
References
J. Weissenbach. The rise of genomics. Comptes Rendu Biologies, 339 (7-8), 231-239 (2016).
R. Koch. 1882. Die Aetiologie der Tuberculose. Berliner Klinische Wochenschrift, 19, 221-230 (1882).
W. Wade. Unculturable bacteria—the uncharacterized organisms that cause oral infections. Journal of the Royal Society of Medicine, 95(2), 91-93 (2002).
J.A. Karas, L.J.M. Wong, O.K.A. Paulin, A. C. Mazeh, M.H. Hussein, J. Li, and T. Vekov. Antibiotics, 9(7), 406 (2020).
M. Taghinasab and S. Jabaji, Cannabis microbiome and the role of endophytes in modulating the production of secondary metabolites: an overview. Microorganisms 2020, 8, 355, 1-16 (2020).
P. Kusari, S. Kusari, M. Spiteller and O. Kayser, Endophytic fungi harbored in Cannabis sativa L.: diversity and potential as biocontrol agents against host plant-specific phytopathogens. Fungal Diversity 60, 137–151 (2013).
K. McKernan, Y. Helbert, L. Kane, N. Houde, L. Zhang, S. McLaughlin, Whole genome sequencing of colonies derived from cannabis flowers & the impact of media selection on benchmarking total yeast & mold detection tools, https://f1000research.com/articles/10-624 (2021).
K. McKernan, Y. Helbert, L. Kane, L. Zhang, N. Houde, A. Bennett, J. Silva, H. Ebling, and S. McLaughlin, Pathogenic Enterobacteriaceae require multiple culture temperatures for detection in Cannabis sativa L. OSF Preprints, https://osf.io/j3msk/, (2022)
As the demand for legal cannabis continues to rise and more states come online, it is imperative to enact more rigorous and comprehensive testing solutions to protect the health of consumers. People use cannabis products for wellness and to find relief; they should not be susceptible to consuming pathogens and falling ill. Especially for immunocompromised consumers, the consequences of consuming contaminated cannabis or hemp are dire. Of course, there should be federal standards for pathogen testing requirements like we have for the food industry. But right now, as cannabis is not yet federally legal, testing regulations vary between states and in many states, testing requirements are too loose and enforcement is minimal. It is up to state legislators, regulators and cannabis operators to protect the health of consumers through implementing more stringent testing.
From the outset, the environmental elements needed to grow cannabis – heat, light, humidity, soil – make cannabis ripe for pathogens to proliferate. Even when growers follow strict sanitation procedures through the supply chain from seed to sale, contaminations can still occur. Cannabis companies need to be hypervigilant and proactive about testing, not just reactive. The lack of regulations in some states is alarming, and as the cannabis industry is highly competitive and so many companies have emerged in a short time, there are unfortunately unscrupulous actors that have skated by in a loose regulatory landscape, just in the game to make a quick buck, even at the expense of consumer health. And there are notable instances where states do not have enforcement in place to deter harmful manufacturing practices. For instance, there are some states that don’t mandate moisture control and there have been incidents of companies watering down flower so it has more weight and thus can be sold at a higher cost – all the while that added moisture leads to mold, harming the consumer. This vicious circle driven by selfish human behavior needs to be broken by stricter regulations and enforcement.
While in the short term, looser testing regulations may save companies some money, in the long run these regulatory environments carry significant economic repercussions and damage the industry at large, most importantly injury or death to customers and patients. Recalls can tarnish a company’s brand and reputation and cause sales and stock prices to tank, and since cannabis legalization is such a hotly contested issue, the media gloms onto these recalls, which opponents to legalization then leverage to justify their stance. In order to win the hearts and minds of opponents and bring about federal legalization sooner, we need safer products so cannabis won’t be cast in such a dangerous, risky light.
Certainly, there’s a bit of irony at play here – the lack of federal regulations heightens the risk of contaminated cannabis reaching consumers, and on the flip side recalls are used by opponents to justify stigmatizing the plant and keeping it illegal. Nevertheless, someday in the not-too-distant future, cannabis will be legalized at the federal level. And when that day happens, federal agents will aggressively test and regulate cannabis; they’ll swab every area in facilities and demand thorough records of testing up and down the supply chain; current good manufacturing practices (cGMP) will be mandated. No longer will violations result just in a slap on the wrist – businesses will be shut down. To avoid a massive shock to the system, it makes sense for cannabis companies to pivot and adopt rigorous and wide-sweeping testing procedures today. Wait for federal legalization, and you’ll sink.
Frankly, the current landscape of cannabis regulation is scary and the consequences are largely yet to be seen. Just a few months ago, a Michigan state judge reversed part of a recall issued by the state’s Marijuana Regulatory Agency (MRA) on cannabis that exceeded legal limits of yeast, mold and aspergillus, bringing contaminated cannabis back to shelves without even slapping a warning label on the packaging to inform consumers of the potential contamination. This is a classic case of the power of the dollar prevailing over consumer safety and health. Even in well-established markets, the lack of regulations is jarring. For example, before this year in Colorado, testing for aspergillus wasn’t even required. (Aspergillus inhalation, which can cause Aspergillosis, can be deadly, especially for people who are immunocompromised). Many states still allow trace amounts of aspergillus and other pathogens to be present in cannabis samples. While traces may seem inconsequential in the short term, what will happen to frequent consumers who have been pinging their lungs with traces of pathogens for 30 years? Consistently inhaling trace amounts of pathogens can lead to lung issues and pulmonary disease down the road. Look what happened to people with breathing and lung issues during the last two years with COVID. What’s going to happen to these people when the next pandemic hits?
We need state regulators and MSOs to step up and implement more aggressive testing procedures. These regulators and companies can create a sea of change in the industry to better protect the health and well-being of consumers. Just complying with loose regulations isn’t good enough. We need to bring shortcomings around testing into the limelight and demand better and more efficient regulatory frameworks. And we should adopt the same standards for medical and adult use markets. Right now, several states follow cGMP for medical but not adult use – that’s ridiculous. Potentially harming consumers goes against what activists seeking legalization have been fighting for. Cannabis, untainted, provides therapeutic and clinical value not just to medical patients but to all consumers; cannabis companies should promote consumer health through their products, not jeopardize it.
For best practices, companies should conduct tests at every step in the supply chain, not just test end products. And testing solutions should be comprehensive. Most of the common tests used today are based on petri dishes, an archaic and inefficient technology dating back over a century, which require a separate dish to test for each pathogen of interest. If you’re waiting three to five days to see testing results against fifteen pathogens and a pathogen happens to be present, by the time you see results, the pathogen could have spread and destroyed half of your crops. So, not only do petri dishes overburden state-run labs, but due to their inherent inefficiencies, relying on these tests can significantly eat into cannabis companies’ revenues. At PathogenDx, we’ve created multiplexing solutions that can identify and detect up to 50 pathogens in a single test and yield accurate results in six hours. To save cannabis companies money in the long run and to make sure pathogens don’t slip through the cracks, more multiplexing tests like the ones we’ve created should be implemented in state labs.
Right now, while the regulatory landscape is falling short in terms of protecting consumer health, better solutions already exist. I urge state regulators and cannabis companies to take testing very seriously, be proactive and invest in creating better testing infrastructure today. Together, we can protect the health of consumers and create a stronger, more trustworthy and prosperous cannabis industry.
By Jill Ellsworth MS, RDN, Tess Eidem, Ph.D. No Comments
As an emerging field in cannabis, contaminant testing remains a gray area for many businesses. The vast differences in state-by-state regulations, along with the frequent changes of previously established rules make testing a difficult, time-consuming process. But at its core, the science and reasoning behind why we test cannabis is very clear – consumer safety and quality assurance are key factors in any legal, consumer market. The implications of federal legalization make cannabis testing even more important to the future of the cannabis supply chain. Understanding the types of contaminants, their sources and how to prevent them is essential to avoiding failures, recalls and risking consumer safety.
When talking about cannabis contaminant testing there are four groups of contaminants: pesticides, heavy metals, foreign materials and microbes. The microbes found on cannabis include plant pathogens, post-harvest spoiling microbes, allergens, toxin release and human pathogens. While all of these can be lurking on the surface of cannabis, the specific types that are tested for in each state vary widely. Understanding the full scope of contaminants and looking beyond state-specific compliance requirements, cultivators will be able to prevent these detrimental risks and prepare their business for the future.
Environmental controls are essential to monitor and regulate temperature and humidity
Beyond just the health of the plant, both medical patients and adult use consumers can be adversely affected by microbial contaminants. To immunocompromised patients, Aspergillus can be life-threatening and both adult use and medical consumers are susceptible to allergic reactions to moldy flower. But Aspergillus is just one of the many contaminants that are invisible to the human eye and can live on the plant’s surface. Several states have intensive testing regulations when it comes to the full breadth of possible harmful contaminants. Nevada, for example, has strict microbial testing requirements and, in addition to Aspergillus, the state tests for Salmonella, STEC, Enterobacteriaceae, coliforms and total yeast and mold. Over 15 states test for total yeast and mold and the thresholds vary from allowing less than 100,000 colony forming units to allowing less than 1,000 colony forming units. These microbes are not uncommon appearances on cannabis – in fact, they are ever-present – so understanding them as a whole, beyond regulatory standards is a certain way to future-proof a business. With such vast differences in accepted levels of contamination per state, the best preparation for the future and regulations coming down the pipeline is understanding contamination, addressing it at its source and harvesting disease-free cannabis.
The risk of contamination is present at every stage of the cultivation process and encompasses agricultural practices, manufacturing processes and their intersection. From cultivation to manufacturing, there are factors that can introduce contamination throughout the supply chain. A quality control infrastructure should be employed in a facility and checkpoints within the process to ensure aseptic operations.
Microbial monitoring methods can include frequent/consistent testing
Cultivators should test their raw materials, including growing substrates and nutrient water to ensure it is free of microbial contamination. Air quality plays an important role in the cultivation and post-harvest processes, especially with mold contamination. Environmental controls are essential to monitor and regulate temperature and humidity and ensure unwanted microbes cannot thrive and decrease the value of the product or make it unsafe for worker handling or consumers. Developing SOPs to validate contact surfaces are clean, using proper PPE and optimizing worker flow can all help to prevent cross-contamination and are part of larger quality assurance measures to prevent microbes from spreading across cultivars and harvests.
Methods of microbial examination include air quality surveillance, ATP surface and water monitoring, raw materials testing, and species identification. Keeping control of the environment that product is coming into contact with and employing best practices throughout will minimize the amount of contamination that is present before testing. The solution to avoiding worst case scenarios following an aseptic, quality controlled process is utilizing a safe, post-harvest kill-step, much like the methods used in the food and beverage industries with the oversight of the FDA.
The goal of the grower should be to grow clean and stay clean throughout the shelf life of the product. In order to do this, it is essential to understand the critical control points within the cultivation and post-harvest processes and implement proper kill-steps. However, if a product is heavily bio-burdened, there are methods to recover contaminated product including decontamination, remediation and destroying the product. These measures come with their own strengths and weaknesses and cannot replace the quality assurance programs developed by the manufacturer.
Risk management is the process of identifying potential hazards, assessing the associated risk, then implementing controls to mitigate those risks. With Salmonella and Aspergillus being two of the leading causes of cannabis contamination that can occur throughout the supply chain, applying upstream risk management strategies can keep supplier contamination issues from impacting your products.
Salmonella enteritidis
In recent months cannabis products have been recalled for Salmonella and/or Aspergillus contamination in several states, including California, Arizona, Michigan, Florida, as well as Canada. While the recalls impacted retail products, in most cases, the contamination occurred farther back in the supply chain, as evidenced by recalls that impacted several dispensaries or other sales locations.
For example, the November 2021 Arizona recall caused multiple establishments and dispensaries to recall product due to possible contamination with Salmonella or Aspergillus; the Michigan recall of an estimated $229 million in cannabis products due to “inaccurate and/or unreliable results of products tested.” While a lab lawsuit against the recall released some of the product to market, the companies faced significant impact – in both removing and returning the product.
While microbial contamination can occur throughout the supply chain, Aspergillus is ubiquitous in soil and the flower, leaves, roots of the cannabis plant are all susceptible to such contamination. The mold also can colonize the bud both during growing and harvesting. Salmonella can be introduced during growing through, untreated manures, direct contact with animal feces, or contamination of surface water used for irrigation. However, the plant matter also can be compromised during drying, storage and processing from environmental contamination.
Aspergillus flavus
Supply chain risk management. To prevent a supplier’s contamination issues from becoming your problem to deal with, each facility at each step of the chain should develop a supply chain risk management program to assess and approve each of its upstream providers. Following are 5 key steps to assessing and managing risk in your supply chain:
Conduct a hazard analysis. A complete supply chain assessment should begin with a hazard assessment of all the ingredients, products or primary packaging you receive. There are two essential steps involved in conducting a hazard analysis: that is the identification of potential hazards – considering those related to the item itself, as well as the supplier environment and process as well as item – and an evaluation to determine if each hazard requires control based on its severity and likely occurrence.
Evaluate the risks. Based on the hazard analysis, the next step is to determine the associated risk. As defined by the European Food Information Council (EUFIC), “a hazard is something that has the potential to cause harm while risk is the likelihood of harm taking place, based on exposure to that hazard.” For example, the higher the exposure, the higher the risk.
Ensure risk control. Once risk is determined, it is critical to ensure that it is being controlled, who is controlling it and how it is being done. Depending on the risk, that control may need to be conducted by the supplier, by you or even by a downstream customer.
Require documentation. No matter which step in the chain is controlling the risk, it is essential that all be documented with records easily accessible – including the controls, any out-of-compliance events and corrective actions. The adage, “If it’s not documented, it didn’t happen,” is very applicable here, particularly should a problem arise and an inspector appear at your door.
Use only approved suppliers. Implementation of the above steps enable the development of a supplier approval program focused on quality, safety and regulatory compliance. Use of only suppliers who have been assessed and found to meet all your standards will help to protect your product and your brand.
Salmonella and Aspergillus contamination can occur throughout the supply chain, but implementing a supply chain risk assessment and management program will enable you to determine where the greatest risks lie among your ingredients and suppliers, allowing you to allocate resources based on that risk.
Increasing cannabis use across the US has come with increased scrutiny of its health effects. Regulators and healthcare providers are not just concerned about the direct effects of inhaling or consuming cannabinoids, however, but also about another health risk: microbial contamination in cannabis products. Like any other crop, cannabis is susceptible to contamination by harmful pathogens at several points throughout the supply chain, from cultivation and harvesting to distribution. Many state regulators have set limits for microbial populations in cannabis products. Consequently, testing labs must adopt efficient screening protocols to help companies remain compliant and keep their customers safe.
Some of the pathogens common to cannabis flower include Aspergillus fungus species such as A. flavus, A. fumigatus, A. niger and A. terreus. Cannabis might also harbor harmful E. coli and Salmonella species, including Shiga toxin-producing E. coli (STEC). Regulations vary by state, but most have set specific thresholds for how many colony forming units (CFUs) of particular species can be present in a sellable product.
The gold standard method for detecting microbes is running cultures.
Growers and testing labs need to develop a streamlined approach to remain viable. Current methods, including running cultures on every sample, can be expensive and time-consuming, but by introducing a PCR-based screening step first, which identifies the presence of microbial DNA – and therefore the potential for contamination – laboratories can reduce the number of cultures they need to run, saving money and time.
The Risk of Aspergillus Contamination
Contamination from Aspergillus species can bring harm to cannabis growers and their customers. The state of Michigan is currently undergoing the largest cannabis recall in its history from Aspergillus contamination.
If contamination grows out of control, the pathogen can damage the cannabis plant itself and lead to financial losses. Aspergillus can also cause serious illness in consumers, especially those that are immunocompromised. If an immunocompromised person inhales Aspergillus, they can develop aspergillosis, a lung condition with a poor prognosis.
A Two-Step Screening Process
The gold standard method for detecting microbes is running cultures. This technique takes weeks to deliver results and can yield inaccurate CFU counts, making it difficult for growers to satisfy regulators and create a safe product in a timely manner. The use of polymerase chain reaction (PCR) can greatly shorten the time to results and increase sensitivity by determining whether the sample has target DNA.
Using PCR can be expensive, particularly to screen for multiple species at the same time, but a qPCR-based Aspergillus detection assay could lead to significant cost savings. Since the average presumptive positive rate for Aspergillus contamination is low (between 5-10%), this assay can be used to negatively screen large volumes of cannabis samples. It serves as an optional tool to further speciate only those samples that screened positive to comply with state regulations.
Conclusion
Overall, screening protocols have become a necessary part of cannabis production, and to reduce costs, testing labs must optimize methods to become as efficient as possible. With tools such as PCR technology and a method that allows for initial mass screening followed by speciation only when necessary, laboratories can release more samples faster with fewer unnecessary analyses and more success for cannabis producers in the marketplace.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.