I think that we need to start changing the terminology around the hazards associated with cannabis from food safety hazards to product safety hazards. These hazards have not only been associated with harmful effects for those that ingest cannabis infused products, but also for those that consume the cannabis products in other ways such as inhalation (vaping or smoking). So, when we refer to these hazards as food safety hazards, the immediate thought is edibles, which misleads cultivators, manufacturers and consumers to have a false sense of security around the safety of products that are consumed in other ways.
By standardizing and documenting safety procedures, manufacturers mitigate the risk of cannabis-specific concerns
There are several product safety hazards that have been associated with cannabis. These hazards can become a public health problem if not controlled as they could harm the consumer, regardless of the method of consumption.
Let’s take a look at the different types of hazards associated cannabis:
Biological Hazards refer to those microorganisms that can cause illness to the consumer of a product that contain them. They are not visible to the naked eye and are very dangerous when their metabolic by-products (toxins) are ingested or their spores are inhaled. The symptoms for illnesses caused by these microorganisms will vary. Consumers may experience gastrointestinal discomfort (vomiting, diarrhea), headaches, fever and other symptoms. The ingestion of these pathogens, allergens or their by-products may lead to death, if the illness is not treated on time or if the consumer of the product is immunocompromised. In addition, the inhalation of mold spores when smoking cannabis products, can lead to lung disease and death. Some of the biological hazards associated with cannabis are: Salmonella sp., E. coli, Clostridium botulinum, Aspergillus sp. and Penicillium sp.
Chemical Hazards refer to those chemicals that can be present in the plant or finished product due to human applications (pesticides), operational processes (extraction solvents and cleaning chemicals), soil properties (heavy metals), environmental contamination (radiological chemicals) or as a result of occurring naturally (mycotoxins and allergens). Consuming high concentrations of cleaning chemicals in a product can lead to a wide range of symptoms from mild rash, burning sensation in the oral-respiratory system, gastrointestinal discomfort or death. In addition, long term exposure to chemicals such as pesticides, heavy metals, radiological contaminants and mycotoxins may lead to the development of cancers.
Physical Hazards refer to those foreign materials that may be present in the plant or finished product. Foreign materials such as rocks, plastics or metals can cause harm to the consumer by chipping teeth or laceration of the mouth membranes (lips, inner cheeks, tong, esophagus, etc.) In the worst-case scenario, physical hazards may lead to choking, which can cause death due to asphyxiation.
These hazards can be prevented, eliminated or reduced to an acceptable level when foundational programs (Good Agricultural/Cultivation Practices, Good Manufacturing Practices, Allergen Management Program, Pest Control, etc.) are combined with a Food [Product] Safety Plan. These lead to a Food [Product] Safety Management System that is designed to keep consumers safe, regardless of the method of consumption.
Now that cannabis edibles have been legalized nationally in Canada, many existing and aspiring license holders have been surprised to discover that they must comply with food safety regulations. This became crystal clear when Health Canada published their Good Production Practices Guide For Cannabis in August 2019.
With this development, it should be obvious to everyone that Good Manufacturing Practices (GMP) certifications are simply not enough.
HACCP is a methodology that is all about identifying biological, chemical and physical hazards and determining how they will be controlled to mitigate the risk of injury to humans. Recently, bio-terrorism and food fraud hazards have been added to the list and it is a good idea to address quality hazards as well.
The process of developing a HACCP program involves identifying these hazards with respect to ingredients, materials, packaging, processes and cross-contamination points (explicitly required in Canada only). However, it is a specific ingredient hazard that I’d like to talk about here.
As this market has emerged, I’ve met with many cannabis companies as the onerous levels of knowledge and effort required to build and maintain an effective HACCP program manually has dawned upon the industry. Many are looking for technological solutions to quickly solve this problem. During these discussions, a curious fact has emerged that set off the food safety alarm klaxons around here.
Most people alive today are too young to remember this but, with few exceptions, the standardization of ingredients is a relatively modern phenomenon. It used to be that the fat content of your milk varied from season to season and cow to cow. Over time, the food industry standardized so that, amazingly, you can now choose between milks with either 1% or 2% fat, a level of precision that would border on miraculous to someone born in the early 20th century.
The standardization of ingredients is important in terms of both quality and safety. Take alcohol for example. We know that a shot of spirits generally contains 40% alcohol. Different products may vary from this standard but, if I pour a shot of my favourite Bowmore No.1 single malt in Canada or Tasmania, this year or 10 years from now, I can expect a consistent effect from the 40% alcohol content of the quantity I’ve imbibed.
Imagine a world in which this was not the case, where one shot would be 40% but the next might be 80%. Things could get out of control quite easily at the 80% level so, to avoid this, distillers monitor and blend their product to ensure they achieve the 40% target, which is called the “standardization marker”.
With respect to cannabis, the obvious standardization marker is THC. During the manufacturing process, edibles manufacturers do not normally add cannabis flower directly into their products but instead add a THC concentrate produced during previous production steps. However, we’ve found that the wisdom of standardizing these concentrates has not yet dawned upon many in the industry, which is alarming at best and dangerous at worst.
The reason for this is that, since cannabis is inherently a heterogeneous plant, one cannot precisely achieve a particular marker value so the outcome of the concentration process is variable. The food industry long ago overcame this problem by blending or diluting to achieve a consistent marker concentration, but the cannabis industry has not yet adopted this advance.
The cannabis edibles industry is still immature and it will take time to bring all the necessary risk mitigation processes into place but one excellent place to start is to seriously consider standardizing concentrates to a THC marker.Instead, manufacturers simply keep track of the strength of each batch of concentrate and then adjust the quantity added to their recipes to achieve the desired THC content. This seems logical on the surface but presents a serious risk from the HACCP perspective, namely a chemical hazard, “Excessive psychoactive compound concentrations due to human error at levels that may be injurious to human health”.
The reality is that workers make mistakes, which is why it is imperative to mitigate the risk of human error insomuch as possible. One of the best ways to do this is to standardize to avoid the scenario where a worker, faced with a row of identical containers that are differentiated only by a tiny bit of text, accidentally grabs the wrong bottle. The error isn’t caught until the product has been shipped, consumed, and reports of hospital visits start coming in after the authorities trace the problem back to you. You must bear the costs of the recall, your reputation has been decimated and your company is floundering on the financial rocks.
US-based Drip More, LP recently found this out the hard way after consumers complained that their product tasted bad, bitter and/or harsh. An investigation determined that excessive nicotine content was the source of the problem and a voluntary recall was initiated. Affected product that had already been sold in 26 states. The costs of this recall have not been tallied but they will be staggering.
The cannabis edibles industry is still immature and it will take time to bring all the necessary risk mitigation processes into place but one excellent place to start is to seriously consider standardizing concentrates to a THC marker. This strategy is cheap, easy and you’ll never be sorry.
You’ve survived seasons of cannabis cultivations, bringing in quality plants in spite of mold, mites, drought and other challenges that had to be conquered. Extraction methods are sometimes challenging, but you are proud to have a cannabinoid extract that can be added into your own products for sale. Edibles are just waiting to be infused with the cannabinoids, for consumers demanding brownies, gummies, tinctures and almost any food and beverage imaginable. You’ve been through the fire, and now the rest is easy peasy, right?
Avoiding cross contamination should be a priority for edibles manufacturing
Actually, producing edibles may not be so seamless as you think. Just as in the rest of the food industry, food safety practices have to be considered when you’re producing edibles for public consumption, regardless of the THC, CBD, terpene or cannabinoid profile. Once you’ve acquired the extract (a “food grade ingredient”) containing the active compounds, there are three types of hazards that could still contribute to foodborne illness from your final product if you’re not careful- Biological, Chemical and Physical.
Biological hazards include pathogenic bacteria, viruses, mold, mildew (and the toxins that they can produce) that can come in ingredients naturally or contaminate foods from an outside source. Chemical hazards are often present in the kitchen environment, including detergents, floor cleaners, disinfectants and caustic chemicals, which can be harmful if ingested- they are not destroyed through cooking. Physical objects abound in food production facilities, including plastic bits, metal fragments from equipment, staples or twist ties from ingredient packages, and personal objects (e.g., buttons, jewelry, hair, nails.)
There are three main safety precautions that can help control these hazards during all the stages of food production, from receiving ingredients to packaging your final products:
1. Avoid Cross Contamination
Prevent biological, chemical or physical hazards from coming into contact with foods
Keep equipment, utensils and work surfaces clean and sanitized.
Prevent raw foods (as they usually carry bacteria) from coming into contact with “Ready-to-eat” foods (foods that will not be cooked further before consuming).
Keep chemicals away from food areas.
2. Personal Hygiene
Don’t work around foods if you’re sick with fever, vomiting or diarrhea. These could be signs of contagious illness and can contaminate foods or other staff, and contribute to an outbreak.
Do not handle ready-to-eat foods with bare hands, but use a barrier such as utensils, tissues or gloves when handling final products such as pastries or candies.
Wash hands and change gloves when soiled or contaminated.
Wear hair restraints and clean uniforms, and remove jewelry from hands and arms.
3. Time & Temperature control
Prevent bacterial growth in perishable foods such as eggs, dairy, meats, chicken (TCS “Time and Temperature Control for Safety” foods according to the FDA Model Food Code) by keeping cold foods cold and hot foods hot.
Refrigerate TCS foods at 41˚ F or below, and cook TCS foods to proper internal temperatures to kill bacteria to safe levels, per state regulations for retail food establishments.
If TCS foods have been exposed to room temperature for longer than four hours (Temperature Danger Zone 41˚ F – 135˚ F,) these foods should be discarded, as bacteria could have grown to dangerous levels during this time.
As cannabis companies strive for acceptance and legalization on a federal level, adopting these food safety practices and staff training is a major step in the right direction, on par with standards maintained by the rest of the retail food industry. The only difference is your one specially extracted cannabinoid ingredient that separates you from the rest of the crowd… with safe and healthy edibles for all.
For years, tetrahydrocannabinol (THC) got all the attention. While THC certainly delivers its own benefits (such as relaxation and pain relief), there’s a whole host of other – and often overlooked – compounds found in cannabis with important benefits as well. THC is truly only the tip of the iceberg when it comes to cannabis’s potential.
As the cannabis industry evolves with changing consumer tastes and developing medical research, growers may employ techniques to boost cannabinoid and terpene profiles in their harvests – beyond merely focusing on THC. Advanced LEDs allow growers to elicit specific biological responses in cannabis crops, including increased concentrations of these naturally occurring chemical compounds.
The Foundation of Cannabis’s Effects Whether used medicinally or otherwise, cannabis has changed our society and many of our lives – and there’s a collection of naturally occurring chemical compounds, known as cannabinoids and terpenes, to thank.
The cannabinoids THC and CBD are the most common and well-researched, however they are accompanied by more than 200 additional compounds, including cannabinol (CBN), cannabigerol (CBG) and tetrahydrocannabivarin (THCV), among others.
The cannabis plant also contains terpenes. These structures are responsible for giving flowers (including cannabis), fruits and spices their distinctive flavors and aromas. Common terpenes include limonene, linalool, pinene and myrcene.
Both cannabinoids and terpenes are found in the cannabis plant’s glandular structures known as trichomes. Look closely, and you’ll notice trichomes coating the cannabis flowers and leaves, giving the plant an almost frosty appearance.
A macro view of the trichomes and pistils on the plant
Trichomes – which are found across several plant species – are a key aspect of a cannabis plant’s survival. The specific combination of metabolites produced by trichomes may attract certain pollinators and repel plant-eating animals. Moreover, trichomes (and specifically THC) may act as the plant’s form of sunscreen and shield the plant from harmful ultraviolet rays.
While they play an essential part in the cannabis plant’s lifecycle, trichomes are volatile and easily influenced by a range of environmental factors, including light, heat, physical agitation and time. Therefore, environment is a defining variable in the development of these important structures.
How LEDs Support Cannabinoid and Terpene Development in Crops Spectrally tunable LEDs give indoor cannabis growers unparalleled control over their crops. As research has expanded about plants’ responses to the light spectrum, growers have discovered they are able to elicit certain physiological responses in the plant. This phenomenon is called photomorphogenesis. At its root, photomorphogenesis is a survival tactic – it’s how the plant responds to miniscule changes in its environment to increase the chances of reaching full maturity and, eventually, reproducing. While cultivated cannabis plants won’t reproduce at an indoor setting, growers can still use the light spectrum to encourage strong root and stem development, hasten the flowering process and the development of bigger, brightly colored flowers.
It makes sense that using the proper light spectrums may also have an impact on the production of specific cannabinoids and terpenes – an important factor when responding to highly specific consumer needs and desires, both within medical and adult-use markets.
Here are a few more reasons why utilizing full-spectrum LEDs can lead to higher quality cannabis:
Lower Heat, but the Same Intensity. When compared to HPS, fluorescent and other conventional lighting technologies, LEDs have a much lower heat output, but provide the same level of intensity (and often improved uniformity). This represents an enormous advantage for cannabis cultivators, as the lights can be hung much closer to the plant canopy without burning trichomes than they would be able to with other lighting technologies.
UV Light. Cannabinoids and terpenes are part of the cannabis plant’s natural defense mechanism, so it makes sense that lightly stressing plants can boost cannabinoid and terpene numbers. Some studies illustrate an increase in UV-B and UV-A light can lead to richer cannabinoid and terpene profiles.1 It’s a fine line to walk, though – too much UV can result in burned plants, which leads to a noticeable drop in cannabinoids.
Full-Spectrum Capabilities. The cannabis plant evolved over millions of years under the steady and reliable light of the sun. Full-spectrum is the closest thing to natural sunlight that growers will be able to find for indoor growing – and they’ve been shown to perform better in terms of cannabinoid development. A 2018 study titled “The Effect of Light Spectrum on the Morphology and Cannabinoid Content for Cannabis Sativa L.,” explored how an optimized light spectrum resulted in increased expression of cannabinoids CBG and THCV.2
This is the most important tip for indoor growers: your plants’ environment is everything. It can make or break a successful harvest. That means cultivators are responsible for ensuring the plants are kept in ideal conditions. Lights are certainly important at an indoor facility, but there are several other factors to consider that can affect your lights’ performance and the potency of your final product. This includes your temperature regulation, humidity, the density of plants within the space, CO2 concentration and many other variables. For the best results, your lights should be fully aligned with other environmental controls in your space. Nothing sabotages a once-promising crop like recurrent issues in the indoor environment.
Indoor cultivation facilities often use high powered lights that can give off heat
Cannabinoids and terpenes take time to develop – so cultivators will want to avoid harvesting their plants too early. On the other hand, these compounds begin to degrade over time, so growers can’t wait too long either.
Cultivators seeking potent cannabinoid and terpene profiles must find a happy medium for the best results – and the best place to look is where cannabinoids and terpenes develop: the trichomes. With a microscope, cultivators can get up close and personal with these sparkly structures. Younger plants begin with clear trichomes, which eventually become opaque and change to amber. Once your plants show amber-hued trichomes, they’re ready for harvest.
The truth here is that there’s no perfect formula to elicit show-stopping cannabinoids and dizzying terpenes with every harvest. A lot of cannabis cultivation is based around trial-and-error, finding what works for your space, your business and your team. But understanding the basics around indoor environmental controls like lighting and temperature – and how they can affect the development of cannabinoids and terpenes – is an excellent place to start. Using high quality equipment, such as full-spectrum LED lighting can boost both cannabinoid and terpene production, resulting in richer, more potent and higher quality strains.
References:
Lyndon, John, Teramura, Alan H., Coffman, Benjamin C. “UV-B Radiation Effects on Photosynthesis, Growth and Cannabinoid Production of Two Cannabis Sativa Chemotypes.” August 1987. Photochemistry and photobiology. Web. https://onlinelibrary.wiley.com/doi/abs/10.1111/j.1751-1097.1987.tb04757.x?&sid=nlm%3Apubmed
Magagnini G., Grassi G., Kotiranta, S. “The Effect of Light Spectrum on the Morphology and Cannabinoid Content of Cannabis sativa L.” 2018. Medical Cannabis and Cannabinoids. Web: https://www.karger.com/Article/FullText/489030
Consumers are largely unaware that most commercial cannabis grown today undergoes some form of decontamination to treat the industry’s growing problem of mold, yeast and other microbial pathogens. As more cannabis brands fail regulatory testing for contaminants, businesses are increasingly turning to radiation, ozone gas, hydrogen peroxide or other damaging remediation methods to ensure compliance and avoid product recalls. It has made cannabis cultivation and extraction more challenging and more expensive than ever, not to mention inflaming the industry’s ongoing supply problem.
The problem is only going to get worse as states like Nevada and California are beginning to implement more regulations including even tougher microbial contamination limits. The technological and economic burdens are becoming too much for some cultivators, driving some of them out of business. It’s also putting an even greater strain on them to meet product demand.
It’s critical that the industry establishes new product standards to reassure consumers that the cannabis products they buy are safe. But it is even more critical that the industry look beyond traditional agricultural remediation methods to solve the microbial problems.
Compounding Risks
Mold and other microbial pathogens are found everywhere in the environment, including the air, food and water that people consume. While there is no consensus yet on the health consequences of consuming these contaminants through cannabis, risks are certainly emerging. According to a 2015 study by the Cannabis Safety Institutei, molds are generally harmless in the environment, but some may present a health threat when inhaled, particularly to immunocompromised individuals. Mycotoxins resulting from molds such as Aspergillus can cause illnesses such as allergic bronchopulmonary aspergillosis. Even when killed with treatment, the dead pathogens could trigger allergies or asthma.
Photo credit: Steep Hill- a petri dish of mold growth from tested cannabis
There is an abundance of pathogens that can affect cannabis cultivation, but the most common types are Botrytis (bud rot, sometimes called gray mold) and Powdery Mildew. They are also among the most devastating blights to cannabis crops. Numerous chemical controls are available to help prevent or stem an outbreak, ranging from fungicides and horticultural oils to bicarbonates and biological controls. While these controls may save an otherwise doomed crop, they introduce their own potential health risks through the overexposure and consumption of chemical residues.
The issue is further compounded by the fact that the states in which cannabis is legal can’t agree on which microbial pathogens to test for, nor how to test. Colorado, for instance, requires only three pathogen tests (for salmonella, E. coli, and mycotoxins from mold), while Massachusetts has exceedingly strict testing regulations for clean products. Massachusetts-based testing lab, ProVerde Laboratories, reports that approximately 30% of the cannabis flowers it tests have some kind of mold or yeast contamination.
If a cannabis product fails required microbial testing and can’t be remedied in a compliant way, the grower will inevitably experience a severe – and potentially crippling – financial hit to a lost crop. Willow Industries, a microbial remediation company, says that cannabis microbial contamination is projected to be a $3 billion problem by 2020ii.
Remediation Falls Short
With the financial stakes so high, the cannabis industry has taken cues from the food industry and adopted a variety of ways to remediate cannabis harvests contaminated with pathogens. Ketch DeGabrielle of Qloris Consulting spent two years studying cannabis microbial remediation methods and summarized their pros and consiii.
He found that some common sterilization approaches like autoclaves, steam and dry heat are impractical for cannabis due the decarboxylation and harsh damage they inflict on the product. Some growers spray or immerse cannabis flowers in hydrogen peroxide, but the resulting moisture can actually cause more spores to germinate, while the chemical reduces the terpene content in the flowers.
Powdery mildew starts with white/grey spots seen on the upper leaves surface
The more favored, technologically advanced remediation approaches include ozone or similar gas treatment, which is relatively inexpensive and treats the entire plant. However, it’s difficult to gas products on a large scale, and gas results in terpene loss. Microwaves can kill pathogens effectively through cellular rupture, but can burn the product. Ionizing radiation kills microbial life by destroying their DNA, but the process can create carcinogenic chemical compounds and harmful free radicals. Radio frequency (which DeGabrielle considers the best method) effectively kills yeast and mold by oscillating the water in them, but it can result in moisture and terpene loss.
The bottom line: no remediation method is perfect. Prevention of microbial contamination is a better approach. But all three conventional approaches to cannabis cultivation – outdoors, greenhouses and indoor grow operations – make it extremely difficult to control contamination. Mold spores can easily gain a foothold both indoors and out through air, water, food and human contact, quickly spreading into an epidemic.
The industry needs to establish new quality standards for product purity and employ new growing practices to meet them. Advanced technologies can help create near perfect growing ecosystems and microclimates for growing cannabis free of mold contamination. Internet of Things sensors combined with AI-driven robotics and automation can dramatically reduce human intervention in the growing process, along with human-induced contamination. Natural sunlight supplemented with new lighting technologies that provide near full-light and UV spectrum can stimulate robust growth more resistant to disease. Computational fluid dynamic models can help growers achieve optimal temperature, humidity, velocity, filtration and sanitation of air flow. And tissue culture micropropagation of plant stock can eliminate virus and pathogen threats, to name just a few of the latest innovations.
Growing legal cannabis today is a risky business that can cost growers millions of dollars if pathogens contaminate a crop. Remediation methods to remove microbial contamination may work to varying degrees, but they introduce another set of problems that can impact consumer health and comprise product quality.
Mold is ubiquitous in nature and can be found everywhere.1 Cannabis growers know this all too well – the cannabis plant, by nature, is an extremely mold-susceptible crop, and growers battle it constantly.
Of course, managing mold doesn’t mean eradicating mold entirely – that’s impossible. Instead, cultivation professionals must work to minimize the amount of mold to the point where plants can thrive, and finished products are safe for consumption.
Let’s begin with that end in mind – a healthy plant, grown, cured and packaged for sale. In a growing number of states, there’s a hurdle to clear before the product can be sold to consumers – state-mandated testing.
So how do you ensure that the product clears the testing process within guidelines for mold? And what tools can be employed in biological warfare?
Mold: At Home in Cannabis Plants
It helps to first understand how the cannabis plant becomes an optimal environment.
The cannabis flower was designed to capture pollen floating in the air or brought by a pollinating insect.
Photo credit: Steep Hill- a petri dish of mold growth from tested cannabis
Once a mold spore has landed in a flower, the spore will begin to grow. The flower will continue to grow as well, and eventually, encapsulate the mold. Once the mold is growing in the middle of the flower, there is no way to get rid of it without damaging the flower.
A Name with Many Varieties
The types of spores found in or around a plant can make or break whether mold will end with bad product.
Aspergillus for example, is a mold that can produce mycotoxins, which are toxic to humans2. For this reason, California has mandatory testing3for certain aspergillus molds.
Another example, Basidiospores, are found outside, in the air. These are spores released from mushrooms and have no adverse effects on cannabis or a cannabis cultivation facility.
Fungi like powdery mildew and botrytis (PM and Bud Rot) typically release spores in the air before they are physically noticed on plants. Mold spores like these can survive from one harvest to the next – they can be suspended in the air for hours and be viable for years.
How Mold Travels
Different types of spores – the reproductive parts of mold – get released from different types of mold. Similar to plants and animals, mold reproduces when resources are deemed sufficient.
The opposite is also true that if the mold is under enough stress, such as a depleting nutrient source, it can be forced into reproduction to save itself.4
In the end, mold spores are released naturally into the air for many reasons, including physical manipulation of a plant, which, of course, is an unavoidable task in a cultivation facility.5
Trimming Areas: A Grow’s Highest Risk for Mold
Because of the almost-constant physical manipulation of plants that happen inside its walls, a grow’s trimming areas typically have the highest spore counts. Even the cleanest of plants will release spores during trimming.
Best practices include quality control protocols while trimming
These rooms also have the highest risk for cross contamination, since frequently, growers dry flower in the same room as they trim. Plus, because trimming can be labor intensive, with a large number of people entering and leaving the space regularly, spores are brought in and pushed out and into another space.
The Battle Against Mold
The prevalence and ubiquitous nature of mold in a cannabis facility means that the fight against it must be smart, and it must be thorough.
By incorporating an upstream approach to facility biosecurity, cultivators can protect themselves against testing failures and profit losses.
Biosecurity must be all encompassing, including everything from standard operating procedures and proper environmental controls, to fresh air exchange and surface sanitation/disinfection.
One of the most effective tactics in an upstream biosecurity effort is fungal monitoring.
Ways to Monitor Mold
Determining the load or amount of mold that is in a facility is and always will be common practice. This occurs in a few ways.
Post-harvest testing is in place to ensure the safety of consumers, but during the growing process, is typically done using “scouting reports.” A scouting report is a human report: when personnel physically inspect all or a portion of the crop. A human report, unfortunately, can lead to human error, and this often doesn’t give a robust view of the facility mold picture.
Another tool is agar plates. These petri dishes can be opened and set in areas suspected to have mold. Air moves past the plate and the mold spores that are viable land on the dishes. However, this process is time intensive, and still doesn’t give a complete picture.
Alternatively, growers can use spore traps to monitor for mold.
Spore traps draw a known volume of air through a cassette.6 The inside of the cassette is designed to force the air toward a sticky surface, which is capable of capturing spores and other materials. The cassette is sent to a laboratory for analysis, where they will physically count and identify what was captured using a microscope.
Spore trap results can show the entire picture of a facility’s mold concerns. This tool is also fast, able to be read on your own or sent to a third party for quick and unbiased review. The information yielded is a useful indicator for mold load and which types are prevalent in the facility.
Spore Trap Results: A Story Told
What’s going on inside of a facility has a direct correlation to what’s happening outside, since facility air comes infromthe outside. Thus, spore traps are most effective when you compare a trap inside with one set outside.
When comparing the two, you can see what the plants are doing, view propagating mold, and understand which of the spore types are only found inside.
Similar to its use in homes and businesses for human health purposes, monitoring can indicate the location of mold growth in a particular area within a facility.
These counts can be used to determine the efficacy of cleaning and disinfecting a space, or to find water leaks or areas that are consistently wet (mold will grow quickly and produce spores in these areas).
Using Spore Traps to See Seasonality Changes, Learn CCPs
Utilizing spore traps for regular, facility-wide mold monitoring is advantageous for many reasons.
One example: Traps can help determine critical control points (CCP) for mold.
What does this look like? If the spore count is two times higher than usual, mitigating action needs to take place. Integrated Pest Management (IPM) strategies like cleaning and disinfecting the space, or spraying a fungicide, are needed to bring the spore count down to its baseline.
For example, most facilities will see a spike in spore counts during the times of initial flower production/formation (weeks two to three of the flower cycle).
Seasonal trends can be determined, as well, since summer heat and rain will increase the mold load while winter cold may minimize it.
Using Fungal Monitoring in an IPM Strategy
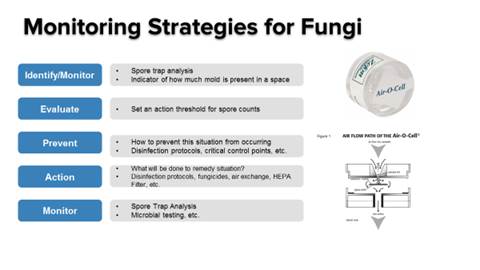
Fungal monitoring – especially using a spore trap – is a critical upstream step in a successful IPM strategy. But it’s not the only step. In fact, there are five:
Identify/Monitor… Using a spore trap.
Evaluate…Spore trap results will indicate if an action is needed. Elevated spore counts will be the action threshold, but it can also depend on the type of spores found.
Prevention…Avoiding mold on plants using quality disinfection protocols as often as possible.
Action…What will be done to remedy the presence of mold? Examples include adding disinfection protocols, applying a fungicide, increasing air exchanges, and adding a HEPA filter.
Monitor…Constant monitoring is key. More eyes monitoring is better, and will help find Critical Control Points.
Each step must be followed to succeed in the battle against mold.
Of course, in the battle, there may be losses. If you experience a failed mandatory product testing result, use the data from the failure to fix your facility and improve for the future.
The data can be used to determine efficacy of standard operating procedures, action thresholds, and other appropriate actions. Plus, you can add a spore trap analysis for pre- and post- disinfection protocols, showing whether the space was really cleaned and disinfected after application. This will also tell you whether your products are working.
Leveraging all of the tools available will ensure a safe, clean cannabis product for consumers.
ASTM standard “Assessment of fungal growth in buildings” Miller, J. D., et al., “Air Sampling Results in Relation to Extent of Fungal Colonization of Building Materials in Some Water Damaged Buildings,” Indoor Air, Vol 10, 2000, pp. 146–151.
Manufacturers of cannabis products need a program tailored to the cannabis industry that helps assure the safety of cannabis products with respect to known hazards such as pesticides, residual solvents, microbial impurities, heavy metals and mycotoxins. Deibel Cannabis Laboratories has developed a course that that will teach those manufacturing cannabis products how to manage known product safety hazards using a Hazard Analysis and Critical Control Point (HACCP) system.
HACCP has a long history of use in the food industry based on preventing potential hazards from occurring rather than reacting to issues when they arise. This program was started in the US but is globally recognized, used by food companies around the world to help produce safe products for consumers. Deibel Cannabis Laboratories applies the same prevention based system of HACCP to the creation of safe and wholesome cannabis goods whether they be edible, medicinal or topical. They also explore ways cultivators can use HACCP principles in their operation.12
Deibel Labs was founded by Dr. Robert Deibel in the 1970’s. Dr. Deibel is one of the original pioneers of HACCP, expanding the program from its original three HACCP principles to the seven principles we recognize today. Dr. Deibel developed the first “HACCP Short Course,” teaching this prevention-based program to food industry leaders in the 1970s.
According to Charles Deibel, president of Deibel Labs, this is an important step for the cannabis space. “Deibel Labs is proud to continue in our historic role as leaders in HACCP training by providing the cannabis industry with a training course developed by Deibel Labs associates who are International HACCP Alliance accredited lead instructors with years of experience in crafting and implementing HACCP plans for the food industry.”
They are launching a pilot two-day Cannabis HACCP Class to select clients at the end of January in Santa Cruz, CA. The full Cannabis HACCP course schedule for 2019 is currently in development. Accreditation by the HACCP Alliance is expected by early January, assuring that a standardized and internationally recognized training curriculum is provided by accredited instructors.
The course is forward-thinking, anticipating that sometime in the near future cannabis manufacturers will be required to control and document the safe production, handling and preparation of products according to state or even federal regulatory standards. Participants will be able to develop their own model HACCP program in an interactive group learning environment.
Attendees will:
Understand how Prerequisite Programs provide the foundation on which HACCP programs are built including GMPs, Sanitation and Pest Control Programs
Be able to identify where and how product safety problems can occur using a Hazard Analysis that considers Biological, Chemical and Physical Hazards
Gain the skills, knowledge, and tools necessary to develop effective Critical Controls, formulate corrective actions, conduct program verification and validation activities
Learn how to document activities and maintain records
Stay tuned for more information on when the 2019 course schedule is announced and how to register.
The 6thAnnual Food Safety Consortium Conference & Expo will feature an entire track dedicated to cannabis. As announced in May of this year, the Cannabis Quality series will feature presentations by subject matter experts in the areas of regulations, edibles manufacturing, cannabis safety & quality as well as laboratory testing.
The Food Safety Consortium is hosted by our sister publication, Food Safety Tech, and the Cannabis Quality series will be co-hosted by Cannabis Industry Journal. A number of cannabis-focused organizations will participate in the series of talks, which are designed to help attendees better understand the cannabis edibles market, regulations surrounding the industry and standards for manufacturers. Some highlights include the following:
Ben Gelt, board chairman at the Cannabis Certification Council (CCC), will moderate a panel where leaders in the edibles market discuss supply chain, production and other difficulties in manufacturing infused products. Panelists include Leslie Siu, Founder/CEO Mother & Clone, Jenna Rice, Director of Operations at Gron and Kristen Hill, MIP Director, Native Roots Dispensary, among others. “The Cannabis Certification Council believes consumer education campaigns like #Whatsinmyweed are critical to drive standards and transparency like we see in food,” says Gelt. “What better place to discuss the food safety challenges the cannabis industry faces than the Food Safety Consortium”
Radojka Barycki, CEO of Nova Compliance, will discuss the role of food safety in the cannabis industry and identify some biological and chemical hazards in cannabis product testing in her talk, “Cannabis: A Compliance Revolution.”
Cameron Prince, vice president of regulatory affairs at The Acheson Group, will help attendees better understand key market indicators and current trends in edibles manufacturing during his talk on November 15. “With the current trend of legalizing cannabis edibles, medicinal and recreational suppliers alike are looking to quickly enter the edibles market,” says Prince. “Understanding the nuances of moving to food production relative to food safety, along with navigating the food industry’s regulatory environment will be critical to the success of these companies.”
Tim Lombardo and Marielle Weintraub, both from Covance Food Solutions, will identify common pathogens and areas where cross contamination can occur for edibles manufacturers.
The Food Safety Consortium will be held November 13–15 in Schaumburg, Illinois (just outside of Chicago). To see the full list of presenters and register for the conference, go the Food Safety Consortium’s website.
Parts One and Two in this series have defined Good Manufacturing Practices, introduced Hazard Analysis and Critical Control Points (HACCP) and explained the first HACCP step of hazard analysis. A food safety team will typically work from a flow diagram to identify biological, chemical or physical hazards at each step of processing and packaging. Once the hazard is identified, the severity and probability are debated. Hazards with severe consequences or high probability are carried through the HACCP plan as Critical Control Points (CCPs).
Critical Control Points definedHACCP is a do-it-yourself project.
Where exactly will the hazard be controlled? CCPs are embedded within certain steps in processing and packaging where the parameters, like temperature, must be met to ensure food safety. Failure at a CCP is called a deviation from the HACCP plan. The food safety team identifies where manufacturing problems could occur that would result in a product that could cause illness or injury. Not every step is a CCP! For example, I worked with a client that had several locations for filters of a liquid stream. The filters removed food particles, suspended particulates and potentially metal. We went through a virtual exercise of removing each filter one-by-one and talking through the result on controlling the potential hazard of metal. We agreed that failure of the final filter was the CCP for catching metal, but not the other filters. It was not necessary to label each filter as a CCP, because every CCP requires monitoring and verification.
Identification of a CCP starts more documentation, documentation, documentation.
Do you wish you had more reports to write, more forms to fill out, more data to review? No. Nobody wants more work. When a CCP is identified, there is more work to do. This just makes sense. If a CCP is controlling a hazard, you want to know that the control is working. Before I launch into monitoring, I digress to validation.
CCP validationThis is where someone says, “We have always done it this way, and we have never had a problem.”
You want to know if a critical step will actually control a hazard. Will the mesh of a filter trap metal? Will the baking temperature kill pathogens? Will the level of acid stop the growth of pathogens? The US had a major peanut butter recall by Peanut Corporation of America. There were 714 Salmonella cases (individuals) across 46 states from consumption of the contaminated peanut butter. Imagine raw peanuts going into a roaster, coming out as roasted peanuts and being ground into butter. Despite the quality parameters of the peanut butter being acceptable for color and flavor, the roasting process was not validated, and Salmonella survived. Baking of pies, pasteurization of juice and canning all rely on validated cook processes for time and temperature. Validation is the scientific, technical information proving the CCP will control the hazard. Without validation, your final product may be hazardous, just like the peanut butter. This is where someone says, “We have always done it this way, and we have never had a problem.” Maybe, but you still must prove safety with validation.
The hazard analysis drives your decisions.
Starting with the identification of a hazard that requires a CCP, a company will focus on the control of the hazard. A CCP may have one or more than one parameter for control. Parameters include time, temperature, belt speed, air flow, bed depth, product flow, concentration and pH. That was not an exhaustive list, and your company may have other critical parameters. HACCP is a do-it-yourself project. Every facility is unique to its employees, equipment, ingredients and final product. The food safety team must digest all the variables related to food safety and write a HACCP plan that will control all the hazards and make a safe product.
Meeting critical limits at CCPs ensures food safety
The HACCP plan details the parameters and values required for food safety at each CCP.The HACCP plan identifies the minimum or maximum value for each parameter required for food safety. A value is just a number. Imagine a dreadful day; there are problems in production. Maybe equipment stalls and product sits. Maybe the electricity flickers and oven temperature drops. Maybe a culture in fermentation isn’t active. Poop happens. What are the values that are absolutely required for the product to be safe? They are often called critical limits. This is the difference between destroying product and selling product. The HACCP plan details the parameters and values required for food safety at each CCP. In production, the operating limits may be different based on quality characteristics or equipment performance, but the product will be safe when critical limits are met. How do you know critical limits are met?
CCPs must be monitored
Every CCP is monitored. Common tools for monitoring are thermometers, timers, flow rate meters, pH probes, and measuring of concentration. Most quality managers want production line monitoring to be automated and continuous. If samples are taken and measured at some frequency, technicians must be trained on the sampling technique, frequency, procedure for measurement and recording of data. The values from monitoring will be compared to critical limits. If the value does not reach the critical limit, the process is out of control and food safety may be compromised. The line operator or technician should be trained to know if the line can be stopped and how to segregate product under question. Depending on the hazard, the product will be evaluated for safety, rerun, released or disposed. When the process is out of control, it is called a deviation from the HACCP plan.
A deviation initiates corrective action and documentation associated with the deviation. You can google examples of corrective action forms; there is no one form required. Basically, the line operator, technician or supervisor starts the paperwork by recording everything about the deviation, evaluation of the product, fate of the product, root cause investigation, and what was done to ensure the problem will not happen again. A supervisor or manager reviews and signs off on the corrective action. The corrective action form and associated documentation should be signed off before the product is released. Sign off is an example of verification. Verification will be discussed in more detail in a future article.
My thoughts on GMPs and HACCP were shared in a webinar on May 2nd hosted by CIJ and NEHA. Please comment on this blog post below. I love feedback!
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.